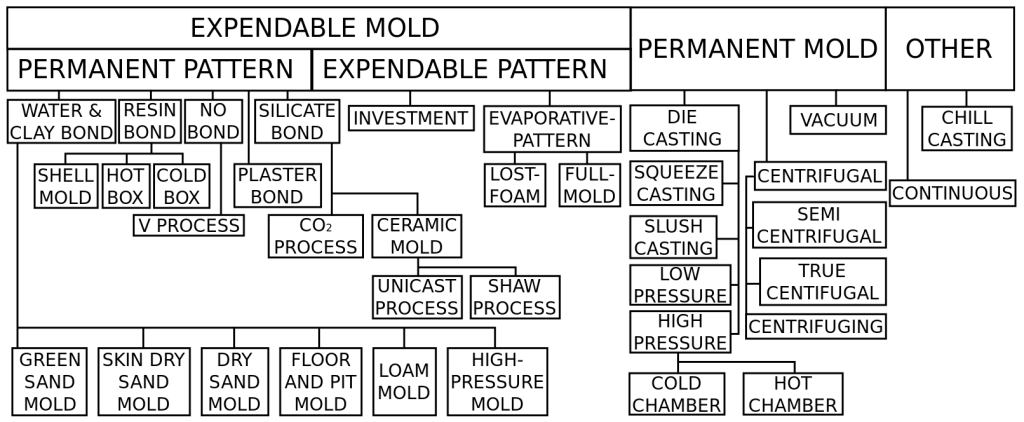
The Expendable Casting Process is also called as lost foam casting process, which is adapted to cast steel, cast iron, cast aluminum and other metal castings, and large, medium and small castings of different structures and a variety of materials.
Crusher jaw plates are the main jaw crusher wear parts. Our foundry uses EPC(Expendable Casting Process) method to cast high manganese crusher jaw plate.
Produce Conditions
- Smelting equipment. 250kg medium frequency induction furnace, fused magnesium Sand and bauxite clinker lining.
- Vacuum system. SK-.7 water ring vacuum pump, 1.2m negative pressure buffer tank, type snakeskin suction pipe.
- Earthquake station.
- The pattern material was selected from a density of 0.018 g/c polystyrene (EPS) sheet and hand-molded.
- Coatings. Water-based coatings with magnesia powder as aggregate.
- Modeling material. 40/20 purpose artificial silica sand.
- The material of the jaw plate is ZGMn13Cr2. The lime and iron oxide in the furnace are used to remove phosphorus. In order to purify the molten steel, refine the grains and improve the shape and distribution of inclusions, the FeS iRE21 is used for modification in the furnace package.
- Jaw plate sizes and weights. Movable jaw plate :1000mm*600mm*75mm, weight:250kg; Fixed jaw plate: 820mm*600mm*75mm, weight:225kg
Produce Processing
- Pattern Manufacture. According to the structure and use requirements of the crusher jaw plate, we use manual molding. The method is to accurately make the model, then position the template on the foam board, cut it with electric heating wire, and then assemble and bond with white latex. In order to control the accuracy of the pattern, special tools and tooling were made. After the pattern was assembled, it was finished with fine sandpaper. The casting system is bonded with double-sided tape.
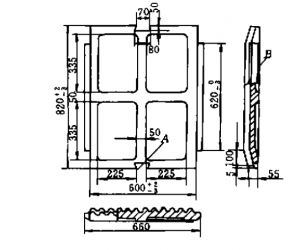
Crusher Jaw Plate Structure
- Technological Design. The jaw plate liner thickness of the fascia is 30mm, the castings are all unmachined and the surface is required to be smooth and flat, especially at the joint surface B of the crusher. The flatness is not more than 3mm. There should be no sticky sand at the dovetail slot A. The slab structure belongs to the plate type castings. The flat buoyancy is up to 1300k, which is easy to produce casting defects such as collapsed box and deformation. At the same time, the high manganese steel wire shrinkage is 2.6% to 3.0%. Cracking and deformation occur, and the thermal conductivity is poor, and the feeder is not required to be fed. Therefore, the process scheme adopts a step vertical pouring. The technical measures adopted are: increasing the cross-section of the sprue, on the one hand, playing the role of simplicity; on the other hand, forming a closed gating system. The cross-section of the sprue is 70m m × 70 mm, the cross-section of the ingate is 4Om m × 20ra m, and the inside of F :∑F内= 1:0.33. After the castings produced, the structure is compact and has no shrinkage holes. The dovetail groove at A is an angle, which is easy to produce sticky sand, which directly affects the installation of the jaw plate. For this reason, when the buried type is filled with 100/70 mesh fine sand or with a paste paint, the effect is very good. In order to reduce cracking and deformation, when the buried type is filled with sand, the negative pressure is applied when the slab is solidified. When the casting is out of the box, it is immediately buried in the dry sand for cooling.
- Paint Application Process. The coating used is a water-based paste coating. When used, water is added to a density of 1.45 1.5g/c~ns, fully stirred, brushed twice in the large plane of the slab, brushed three times in the socket, and the coating should be uniform. Rogue and accumulation. The drying method is to put a heating iron furnace in the drying room, and the exhaust pipe is coiled in the room to facilitate heat dissipation. There is a thermometer in the room. By adjusting the iron damper, the temperature in the drying room is controlled between 50-55~C, and the drying time is 46h. In order to prevent the deformation of the pattern, when drying, the pattern is suspended vertically on the self-made rope rack.
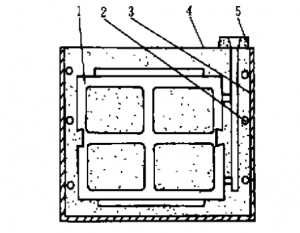
- Buried process. A fixed suction pipe is arranged on the wall of the sandbox, and the suction box of the sandbox and the negative pressure buffer tank is connected by a quick joint to quickly lift the sandbox. When burying, first fill the sand at the bottom of the box to ensure the thickness is 100 ~ 150nrn, then stand the model vertically in the sandbox, fill the sand to the model height 1/2, after shaking for 70s, continue to fill the sand to the box full Then, sand filling, side shaking, time control is 50 ~ 60s. Cover the film, place the pouring cup, and wait for the pouring.
- Pouring Process.EPC casting, in addition to coating, is very important, pouring temperature, negative pressure, pouring speed is also an important parameter to be controlled. We use low temperature fast pouring and the initial negative pressure is 0. 04M Pa, the casting process is maintained at 0. 03M Pa. After the pouring is completed, the negative pressure continues for 10 mins, and after 1 hour, the casting is hoisted and immediately buried in the dry sand to keep the temperature cool and slow to reduce the deformation. Because the slab sandbox is llOOm m high, it is convenient to operate, and the sand box is placed in the pit.
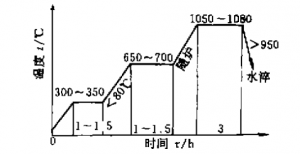
Heat Treatment Technological
It is well known that high-manganese steels must have good wear resistance and high toughness, and must be subjected to water-toughening treatment to obtain a single austenite structure. The heat treatment method, we combine traditional furnace treatment with as-cast direct water quenching. The coal-fired reverberatory furnace for heating castings is shown in the figure. After the castings are released, they are immediately pushed into the pool and cooled with circulating water. A waste soft tire is placed in the pool to prevent damage to the bottom of the pool or deformation of the casting. This process is a traditional mature process. During operation, the temperature rises below 700C must be slow, otherwise, the casting is easy to crack. In practice, it has been proved that the lost foam casting creates the conditions for the direct water quenching of the as-cast. After the box is opened, the casting sand is rarely, we repeat Attempts, more than 30 pieces of water quenched slabs and linings, the effect is good. The direct water quenching of the as-cast is the key to success. The key is to master the time of unpacking and the angle of water entering the casting. After the test, the 18-20 mins in water is more suitable after the pouring of the raft, the raft should be vertically inserted into the water, and the cooling should be strengthened. The water temperature should be lower than 45C.The water toughness treatment can be checked according to the non-magnetic properties of austenite. If the magnet does not absorb the casting, the microstructure is austenitized or a small amount of carbide is precipitated. If the magnet absorbs the casting, it should be Reheat to perform water toughening treatment.