
Entsprechend den strukturellen Eigenschaften und den technischen Anforderungen der U-förmigen Hochmanganstahlplatte wird im Artikel das gusstechnologische Design der U-förmigen Backenplatte erörtert. Er führt hauptsächlich in die Methode ein, bei der der Modul zur Definition der Standards eines Steigrohrkopfs verwendet wird, und erörtert die erste Kontrolle der Kantengröße sowie die Verhinderung von Gussknistern mithilfe der Leiterguss-Systemtechnologie, die gewährleistet werden kann, dass sich der Kreis über den Läufer und den Dispersionsinnenläufer erstreckt die inhärente Qualität des Gusses.
Kieferplatten sind der Major Backenbrecher Teile in den Maschinen. Die U-förmige Backenplatte besteht aus Teilen des PYB 1650 Kegelbrechers. Detailzeichnungen finden Sie unten:
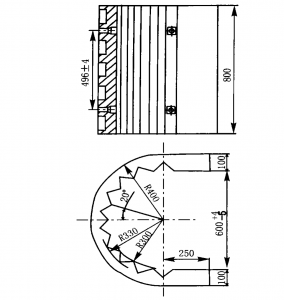
Strukturzeichnung der U-förmigen Platte
Seine Größen: 800 mm × 650 mm × 800 mm, Dicke: 70 mm, Gewicht: 850 kg
Casting-Verarbeitbarkeit
Die Verfestigungsschrumpfungsrate von Hochmanganstahl beträgt etwa 615% und die Wandstärke der Gussteile ist groß und die Tendenz der Schrumpfungshohlräume ist groß; Die Schrumpfung in der freien Linie beträgt 214% 310%, die Wärmeleitfähigkeit ist schlecht, die thermische Belastung und die Schrumpfspannung sind groß, und die Gussteile werden verfestigt und gekühlt. Der Prozess wird oft durch Schrumpfen gerissen. Der U-förmige Boden ist der Spannungskonzentrationsort, an dem der Riss am größten ist. Der Gusskörper hat eine U-förmige Struktur, und die Größe des offenen Endes wird durch die Abweichung des Gussstücks aufgrund der Schrumpfverformung des Gussstücks leicht überschritten.
Schema der Gießereitechnik
Entsprechend den technischen Anforderungen und der Prozessanalyse von Gussteilen wird der Gussprozessplan folgendermaßen ausgewählt: Die Zahnoberfläche, die Installation und die Montagefläche befinden sich alle auf der Seite. Die Lösung garantiert nicht nur die Qualität des Gussteils, sondern auch die Qualität der Montagefläche, verwirklicht das Prinzip der sequentiellen Verfestigung und ist vorteilhaft, um dichte und gesunde Gussteile zu erhalten.
Um die Qualität der Gussteile zu gewährleisten und gleichzeitig den Bedienkomfort zu berücksichtigen, werden zwei Trennflächen festgelegt, d. H. Der obere, der mittlere und der untere Kasten. Der obere Kasten ist die Steigleitung und der obere Angußabschnitt, der mittlere Kasten ist der Gießhohlraumabschnitt und der untere Kasten ist der Kernkopf und der untere Angußabschnitt. Die oberen und unteren Boxen haben eine normale Sandkastenform, und der mittlere Kasten hat eine Kernform. Um die Abmessungsgenauigkeit der Gussteile sicherzustellen, wird mit einem organischen Ester gehärteten, selbsthärtenden Wasserglassand gearbeitet, und die Oberfläche des Hohlraums wird mit einer Magnesia-Beschichtung auf Alkoholbasis gebürstet.
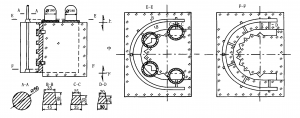
Schema der Gießereitechnik
Berechnung des Design des Gating-Systems
Gemäß der Analyse der Verarbeitbarkeit von Gussteilen und der Gussleistungsmerkmale von Hochmanganstahl folgt die Konstruktion des Angusssystems den folgenden Grundsätzen: Es muss sichergestellt sein, dass der geschmolzene Stahl gleichmäßig, schnell und reibungslos in den Hohlraum eintritt. Es ist vorteilhaft, die sequentielle Verfestigung und die angemessene Verteilung des Temperaturfeldes des Gussteils zu kontrollieren. Überhitzung vermeiden.
Aufgrund der hohen Höhe des Gussteils. Daher wird ein gestuftes Ansteuersystem verwendet. Das heißt, zuerst wird der geschmolzene Stahl von der unteren Rinne in den Hohlraum eingeführt, und wenn der geschmolzene Stahl auf eine Höhe ansteigt, wird der obere Schieber dann in den Hohlraum eingeführt. Es vermeidet die Unzulänglichkeiten der Stahlschmelze, die direkt auf den Boden des Hohlraums einwirkt, und wirkt sich günstig auf das Abgas und den Schaum aus und gewährleistet auch die sequentielle Verfestigung der Stahlschmelze.
Das Angusssystem befindet sich an der Außenseite der U-Form. Der Anguss befindet sich am unteren Ende der U-Form und verbindet zwei Gusslagen miteinander. Der Läufer ist symmetrisch. Beide Läuferschichten haben eine ringförmige Öffnung mit derselben Öffnungsrichtung wie die Gussöffnung.
Dadurch wird verhindert, dass die gesamte starre Struktur und das Schrumpfen des Gussteils behindert werden. Der Boden des unteren Läufers ist gleichmäßig mit sechs inneren Läufern verteilt, um den heißen Abschnitt zu verteilen und ein glattes Befüllen zu ermöglichen. Die Unterseite des oberen Läufers ist gleichmäßig mit vier inneren Toren verteilt, um von der Wurzel des Steigrohrs in den Hohlraum einzutreten, um das Steigen des Steigrohrs zu verbessern. Schrumpfeffekt
Querschnittsbereich der Gießsystemkomponente
Um sicherzustellen, dass die Stahlschmelze von unten nach oben in den Hohlraum eingespritzt wird, ist eine der Voraussetzungen, dass die Gesamtquerschnittsfläche jedes Kanals größer sein muss als die Querschnittsfläche des Angusses, um den Oberkanal zu verhindern vorzeitig injiziert werden. Wenn der geschmolzene Stahl aber der innere Läufer zu groß ist, kann der geschmolzene Stahl das Gas leicht einatmen und die Einschlüsse einbringen, so dass ein geeignetes offenes Gießsystem verwendet werden muss und das Verhältnis der Querschnittsfläche der Komponenten ist :
∑F 包 ∶∑F 直F 横 ∶∑F 内 = 1∶ (1. 9) ∶2∶ (2. 4)
- ∑F 包 = 15. 9 cm2
- ∑F 直 = 30. 2 cm2
- ∑F 横 = 31. 8 cm2
- ∑F 内 = 3812 cm2
Berechnung des Risersystems
Eine der Bedingungen, um ein dichtes Gussteil zu erhalten, besteht darin, dass die Verfestigungszeit des Steigrohrs länger sein sollte als die Verfestigungszeit des Gussteils, das heißt:
MR ≥1.2 MC
- MR ist das Modul der Steigleitung (cm)
- MC ist der Modul des Gusses (cm)
Erweitern Sie das Gießdiagramm, um sich der plattenförmigen Struktur anzunähern, und nehmen Sie die durchschnittliche Wandstärke δ = 7.0 cm
MC = 7.0 ÷ 2 = 3.5 cm
MR ≥1.2 × 3.5 = 4.2 cm
Der Wärmemodul der isolierten Steigleitung entspricht 1.3 bis 1.4 mal dem normalen Steigleitungsmodul, und der Wärmemodul der isolierten Steigleitung beträgt 3.2 cm.
Die Spezifikation der isolierten Steigleitung ist «180 mm × 225 mm und die Standardmasse ist 35 kg. Um das Steigen der Steigleitung zu erleichtern, wird die einfach geschnittene Steigleitung verwendet.





