
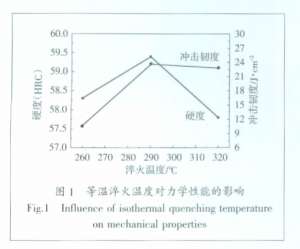
Die Bimetallguss-Backenplatten mit hochgekohltem legiertem Stahl als Arbeitsschicht und niedriggekohltem Stahl als Auskleidungsschicht wurden eingeführt. Die aus Testmaterial hergestellten Proben wurden bei 260 ℃, 290 bzw. 320 ℃ isotherm abgeschreckt, dann wurde ihre Härte, Schlagzähigkeit, Verschleißfestigkeit getestet und die Mikrostruktur ihrer Verbindungsschicht wurde beobachtet. Die Ergebnisse zeigten, dass die bei 290 ℃ isotherm abgeschreckte Probe die besten mechanischen Eigenschaften und den geringsten Gewichtsverlust bei dynamischem Lastverschleiß aufweist; die Verbindungsschicht des Testmaterials zeigte eine gute metallurgische Verbindung ohne Stromvermischungsphänomen. Der praktische Arbeitstest zeigte, dass die Lebensdauer der Bimetallbackenplatte im Vergleich zur Backenplatte aus hochmanganhaltigem Stahl um 50% bis 150% erhöht wurde.
Der Backenbrecher verwendet hauptsächlich die bewegliche Backenplatte, um sich der feststehenden Backenplatte periodisch zu nähern oder diese zu verlassen, so dass das in die Zerkleinerungskammer eintretende Material gequetscht, gespalten und gebogen wird und das Erz unter der Wirkung von Scherbeanspruchung zerkleinert und gespalten wird. Das Gesicht ist kaputt. Daher muss das Floß eine höhere Anfangshärte aufweisen, um der Druck- und Scherwirkung des Schleifmittels zu widerstehen. und es sollte eine ausreichende Zähigkeit aufweisen, um die lokale Spannung in der Nähe des Risses durch die Verformung des Bereichs zu entspannen, wodurch der Riss verlangsamt wird. Formen und erweitern. In den meisten Ländern im In- und Ausland wird für die Herstellung der Platte lange Mangan-Stahl verwendet. Aufgrund der geringen Anfangshärte des Hochmanganstahls, obwohl er die Eigenschaften des Arbeitshärtens aufweist, bildet er aufgrund der guten plastischen Verformung der Oberfläche einen Pflug. Der vorzeitige Verschleiß der Wippe versagt, und die Lebensdauer eines Paares aus hochmanganiertem Stahl beträgt nur 200 ~ 300 h.
Unsere Gießerei hat eine Bimetall-Gussplatte mit legiertem Stahl und Futterguss-Kohlenstoffstahl entwickelt. Das spezielle Gießsystem und das Gießverfahren werden verwendet, um die Einheitlichkeit und Integrität der Verbundschnittstelle sicherzustellen und dafür zu sorgen, dass sie gute organisatorische und mechanische Eigenschaften aufweist.
Zusammensetzung Design
Die chemische Zusammensetzung der Arbeitsfläche ist wie folgt aufgebaut: w (C) 0.85%, w (Si) 1.2%, w (Mn) 1.75%, w (Cr) 3.50%, die nichtarbeitende Oberfläche ist kohlenstoffarmer Stahl Die Struktur ist Bainit + Austenit + Martensit, und der relative Volumenanteil kann den verschiedenen Arbeitsbedingungen der Teile entsprechen. Eine geeignete Einstellung wird durch einen Wärmebehandlungsprozess vorgenommen.
Es wird in einem Mittelfrequenzinduktionsofen 150 kg und 250 kg mit einer Gießtemperatur von 1 550 ° C, Nasssandguss geschmolzen und ein Teststück mit der Größe 50 mm × 30 mm × 120 mm wird gleichzeitig gegossen Befestigungsbacke. Der kohlenstoffarme Stahl wird zuerst gegossen, und nach der Verfestigung auf die für den Prozess erforderliche Dicke wird der kohlenstoffarme niedriglegierte Stahl schnell gegossen. Um eine vollständige Haftschicht zu gewährleisten, werden unterschiedliche Abkühlgeschwindigkeiten verwendet, um den Erstarrungszustand der Materialgrenzflächenfront zu steuern, um eine Arbeitsflächenschicht mit voller Dicke sicherzustellen.
Die Prüflingsgröße beträgt 10 mm × 10 mm × 55 mm ohne Lücken. Die austenitische Wärmebehandlung verwendet einen Widerstandsofen vom Kästchentyp, die Austenitisierungstemperatur beträgt 860 ° C und die Wärmebehandlung ist 60 min. Das isotherme Abschrecken verwendet Natriumnitrat-50% + Natriumnitrit-50% -Salzbadofen, und die Austemperierungstemperaturen betragen 260 ° C bzw. 290 ° C. 320 ° C, Halten für 30 min.
Testergebnisse und Analyse
Bei 260 ° C ist die Diffusionskapazität von C aufgrund der niedrigeren Austemperierungstemperatur schwächer, die zur Vervollständigung der Bainitumwandlung erforderliche Diffusionszeit ist länger, und die Verteilung von C in Austenit ist nicht gleichförmig und stabiler kohlenstoffreicher Austenit ist nicht möglich gebildet werden. Beim anschließenden Abkühlungsprozess wandelt sich der kohlenstoffarme Austenit in Martensit um, die Menge an zurückgehaltenem Austenit ist gering und die resultierende bainitische Ferritschicht ist gering, so dass die Schlagzähigkeit des Materials gering ist.
Wenn die Austemperierungstemperatur auf 290 ° C erhöht wird, wird die Diffusionskapazität von C erhöht, die Unterkühlung der Bainitumwandlung wird reduziert und der Unterschied der freien Energie zwischen der neuen Phase und der Elternphase wird reduziert, was nicht ausreicht, um mehr zu verursachen Austenit zu transformieren. Insbesondere ist es schwierig, Austenit mit hohem Kohlenstoffgehalt mit hoher Stabilität umzuwandeln, so dass die Anzahl von gebündeltem bainitischen Ferrit reduziert wird, die Lamellen aufgeweitet werden, der Abstand zwischen den Platten erhöht wird und der niedrigere Bainit vor Martensit aus Austenit liegt. Die Ausscheidung im Körper teilt den Austenit in mehrere Teile auf, so dass der anschließend gebildete Martensit auf einen relativ kleinen Bereich beschränkt ist und die Martensitstruktur verfeinert wird. Wenn sich der Riss zur Martensit-Bainit-Grenze ausbreitet, ändert sich die Richtung, die Widerstandsfähigkeit gegen Rissausbreitung wird vergrößert und der Energieverbrauch erhöht sich, wodurch die Zähigkeit des Stahls erhöht wird.
Wenn die Austemperierungstemperatur jedoch weiter auf 320 ° C ansteigt, liegt feiner nadelartiger Bainit vor, die Gewebeverteilung ist jedoch nicht gleichförmig, wodurch die Schlagzähigkeit des Materials abnimmt.
Andererseits wird, wenn die Austemperierungstemperatur von 260 ° C auf 290 ° C steigt, die Fähigkeit, eine Martensitstruktur zu erhalten, geschwächt, die Bainitumwandlung wird verkürzt, die Umwandlungsgeschwindigkeit wird beschleunigt und es kann eine größere Menge erhalten werden Zeit. Bainit; Gleichzeitig existiert eine gewisse Martensitstruktur in der Matrix, das Martensitvolumen ist größer als Austenit und der teilweise transformierte Martensit unterteilt die Keimbildung und das Wachstum des Bainits und bildet verschiedene Phasenbereiche. Relativ klein ist die Verarbeitungsverformungsbeständigkeit des Materials relativ groß, die Verarbeitungshärtungsfähigkeit ist stark und es wird leicht eine hohe Zähigkeit erzielt, so dass die Festigkeit des unteren Bainits in der gemischten Struktur höher sein sollte als die des reinen niedrigeren Bainit Wenn die Anzahl an Bainit zu groß ist, wirkt die Festigkeit, die aufgrund der Zunahme der Menge an niederem Bainit abnimmt, den oben genannten Effekten entgegen, und die Tendenz der Festigkeit und der Härte nimmt ab, und somit nimmt die Stärke und der Härtepeak ab. Wenn jedoch die Abschrecktemperatur weiter auf 320 ° C erhöht wird, wird die Bainit-Fähigkeit erhöht und die erhaltene Martensitmenge wird weiter verringert, was zu einer Verringerung der Härte führt.
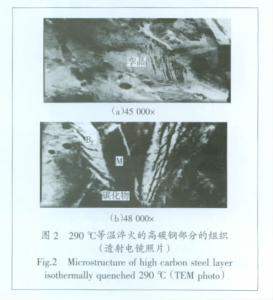
Transmissionselektronenmikroskopische Aufnahmen des Verbundstahls mit hohem Kohlenstoffgehalt nach isothermem Abschrecken bei 290 ° C für 40 min. Transmissionselektronenmikroskopie zeigte, dass die Mikrostruktur des Teststahls bainitische Ferritplatten und die parasitären Membranen waren, die zwischen ihnen und der MA-Insel verteilt waren. Auf der MA-Insel wird nicht nur der Restaustenit, sondern auch der nadelförmige Martensit der Zwillingsunterstruktur verwendet, um die Festigkeit des Materials zu erhöhen. Dies steht im Einklang mit der höheren Härte der Probe nach dem isothermen Löschen bei 290 ° C.
Mikrostrukturelle Beobachtung
Die im Bimetall-Verbundgussverfahren hergestellten Teile haben in Verbindung mit ihrer Lebensdauer einen sehr wichtigen Einfluss. Um eine gute Verbundgrenzfläche zwischen Stahl mit niedrigem Kohlenstoffgehalt und Stahl mit hohem Kohlenstoffgehalt zu erreichen, muss die Verbundschicht eine effektive metallurgische Verbindung bilden. Abbildung 3 zeigt die Mikrostruktur der Bimetall-Verbundverbindung. Es ist ersichtlich, dass die zwei Metalle gut gebunden sind. Aufgrund der Kristallisation von Stahl mit niedrigem Kohlenstoffgehalt während des Gießens von Stahl mit hohem Kohlenstoffgehalt ist Stahl mit niedrigem Kohlenstoffgehalt unter der Einwirkung von Hochtemperaturstahl nur eine sehr dünne Schicht der Oberflächenschmelzung, die eine Fest-Flüssig-Kombination ist, also im Erstarrungsprozess Stahl mit niedrigem Kohlenstoffgehalt und Stahl mit hohem Kohlenstoffgehalt weisen offensichtliche Bindungsspuren auf und seine Grenzflächenstruktur ist dicht, was bestätigt, dass die Zwischenverbindungsschicht eine effektive metallurgische Bindung ist und in der Verbundgrenzschicht kein Mischungsphänomen auftritt.

Abbildung 4 zeigt die Energiespektrumanalyse verschiedener Teile der Verbundfugenoberfläche nach dem Abschrecken bei 290 ° C für 40 min. Die Figuren (a) bis (c) bewegen sich entlang der Richtung von Stahl mit hohem Kohlenstoffgehalt zu Stahl mit niedrigem Kohlenstoffgehalt. Es ist ersichtlich, dass eine atomare Diffusion bei der Bildung des Grenzflächenbereichs und eine Gradientenverteilung im Grenzflächenbereich vorliegt. Aufgrund des Diffusionseffektes diffundieren Elemente wie C und Cr aus Stahl mit hohem Kohlenstoffgehalt zur Seite mit niedriger Konzentration, so dass die Konzentrationen von Elementen wie C und Cr im Grenzflächenbindungsbereich von 4 von rechts nach links abnehmen. Da sich die Zusammensetzung des nachgegossenen Legierungsstahls mit hohem Kohlenstoffgehalt stark von der des Stahls mit niedrigem Kohlenstoffgehalt unterscheidet, werden die beiden Materialien während des Mischprozesses kurzzeitig diffundiert und durchdrungen. Bei der Betrachtung unter Rasterelektronenmikroskopie ist zu sehen, dass die Breite des Grenzflächenbereichs klein ist, der Übergangsbereich im Allgemeinen nur einige zehn μm breit ist und die Form gerade ist. Von legierten Stählen bis zu Stählen mit niedrigem Kohlenstoffgehalt werden die Änderungen der Legierungselemente fast immer kombiniert. Fertiggestellt im Bereich von Dutzenden µm in der Zone. Dies ist darauf zurückzuführen, dass das spezielle Zwei-Flüssigkeits-Bimetall-Verbundgussverfahren angewendet wird und die Gießzeit der zweiten Schicht aus Stahl mit hohem Kohlenstoffgehalt grundsätzlich zu dem Zeitpunkt eingestellt wird, zu dem die erste Schicht aus Stahl mit niedrigem Kohlenstoffgehalt sich im Wesentlichen verfestigt, und die Temperatur der Kohlenstoffstahl ist hoch. Es kann nicht nur eine kleine Schicht aus kohlenstoffarmem Stahl gleichmäßig schmelzen, sondern den kohlenstoffarmen Stahl für eine bestimmte Zeit in flüssigem Zustand halten, wodurch verhindert wird, dass die Oberfläche der Stahlschicht an der Bimetallverbindungsstelle bei a oxidiert hohe Temperatur. Wenn die Temperatur abnimmt, keimen die geschmolzene Dünnschicht aus kohlenstoffarmem Stahl und der kohlenstoffhaltige Stahl nacheinander, kristallisieren und wachsen auf der Oberfläche des kohlenstoffarmen Stahls und schließen dann den gesamten Verbundprozess ab.

Einfluss der Austemperierungstemperatur auf die Verschleißfestigkeit
Tabelle 1 zeigt die Ergebnisse des Vergleichstests des Teststahls und des Hochmanganstahls. Nach derselben Verschleißzeit ist die Austemperierungstemperatur des Stahls mit einer konstanten Abschrecktemperatur von 290 ° C am geringsten. Mit zunehmender Temperatur des Austemperierens nimmt der Verschleiß des Stahls zuerst ab und steigt dann an, und der Wärmeverlust des Teststahls nach der Wärmebehandlung ist halb so groß wie derjenige des Hochmanganstahls.
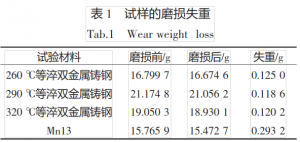
Wenn die Austemperierungstemperatur 260 ° C beträgt, hat das Material eine hohe Härte, aber die Zähigkeit ist relativ niedrig. Daher tritt unter der wiederholten Wirkung der äußeren Kraft der Materialoberfläche eine große Anzahl von Ermüdungsrissen auf, was dazu führt, dass sich das Material ablöst; Wenn die Austemperierungstemperatur 290 ° C beträgt, hat das Material gute strukturelle und mechanische Eigenschaften. Daher kann es dem Schneiden von Quarzsand-Schleifkörnern während des Verschleißes widerstehen und kann das Ablösen von Oberflächenmetall reduzieren und eine bessere Verschleißfestigkeit zeigen. Stahl mit einer Austemperierungstemperatur von 320 ° C hat eine gute Kunststofffestigkeit und eine hohe Härte, und die dispergierten Karbide weisen eine höhere Härte auf. Es kann sich in der Matrix abstützen und kann das Eindringen oder Schneiden von Schleifkörnern behindern. Wenn daher die Quarzsandpartikel während des Verschleißprozesses mit dem Grundmetall interagieren, ist der Pflügeeffekt nicht offensichtlich, so dass der Materialverlust relativ gering ist.
Installationstest
Der Installationstest der Bimetall-Verbundgussflosse wurde an einem PE-750 × 1060-Brecher durchgeführt, der im Vergleich zu ähnlichen Materialien mit hohem Mangankohlenstoff eine hohe Verschleißfestigkeit bei verschiedenen abrasiven Materialien aufwies. Die Lebensdauer des Produkts wird um 50% ~ 150% erhöht.





