Anche il processo di casting di Expendable viene chiamato come processo di fusione a schiuma persa, che è adattato a acciaio fuso, ghisa, fusione di alluminio e altro getti di metalloe fusioni di grandi, medie e piccole dimensioni di diverse strutture e una varietà di materiali.
I piatti della mascella del frantoio sono le parti di usura principali del frantoio a mascella. La nostra fonderia utilizza il metodo EPC (Expendable Casting Process) per il cast di alta mascella frantoio al manganese.
Produrre condizioni
- Apparecchiature di fusione. Forno ad induzione 250kg media frequenza, sabbia fusa magnesio e rivestimento in clinker di bauxite.
- Sistema di vuoto Pompa a vuoto ad anello d'acqua SK-.7, serbatoio tampone a pressione negativa 1.2m, tubo d'aspirazione tipo serpente.
- Stazione sismica
- Il materiale del modello è stato selezionato da una densità del foglio di polistirolo 0.018 g / c (EPS) e stampato a mano.
- Coatings. Rivestimenti a base d'acqua con polvere di magnesia come aggregato.
- Materiale di modellazione Sabbia silicea artificiale a scopo 40 / 20.
- Il materiale della piastra della mascella è ZGMn13Cr2. La calce e l'ossido di ferro nella fornace vengono utilizzati per rimuovere il fosforo. Al fine di purificare l'acciaio fuso, affinare i grani e migliorare la forma e la distribuzione delle inclusioni, il FeS iRE21 viene utilizzato per la modifica nella confezione del forno.
- Dimensioni e pesi delle piastre delle mascelle. Piastra mandibola mobile: 1000mm * 600mm * 75mm, peso: 250kg; Piatto a ganascia fisso: 820mm * 600mm * 75mm, peso: 225kg
Produci elaborazione
- Fabbricazione del modello. In base alla struttura e ai requisiti di utilizzo del piatto a ganascia del frantoio, utilizziamo lo stampaggio manuale. Il metodo è quello di fare accuratamente il modello, quindi posizionare il modello sul pannello di espanso, tagliarlo con il filo di riscaldamento elettrico, quindi assemblare e legare con il lattice bianco. Al fine di controllare la precisione del modello, sono stati realizzati utensili speciali e utensili. Dopo che il modello è stato assemblato, è stato rifinito con carta vetrata fine. Il sistema di fusione è legato con nastro biadesivo.
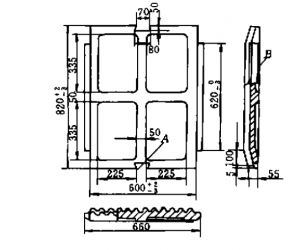
Struttura della piastra della mascella del frantoio
- Design tecnologico. Lo spessore del rivestimento della piastra della mascella della fascia è 30mm, i getti sono tutti grezzi e la superficie deve essere liscia e piana, specialmente sulla superficie di giunzione B del frantoio. La planarità non è superiore a 3mm. Non ci dovrebbe essere sabbia appiccicosa nella scanalatura a coda di rondine A. La struttura della lastra appartiene alle fusioni del tipo a piastra. La galleggiabilità piatta spetta a 1300k, che è facile da produrre difetti di fusione come la scatola compressa e la deformazione. Allo stesso tempo, il restringimento elevato del filo di acciaio al manganese è di 2.6% a 3.0%. Si verificano crepe e deformazioni e la conduttività termica è scarsa e non è necessario alimentare l'alimentatore. Pertanto, lo schema del processo adotta un getto verticale a gradini. Le misure tecniche adottate sono: aumentare la sezione trasversale del canale di colata, da un lato, giocando il ruolo della semplicità; d'altra parte, formando un sistema di chiusura chiuso. La sezione trasversale del canale di colata è 70m m × 70 mm, la sezione trasversale dell'ingombro è 4Om m × 20ra m, e l'interno di F: ΣF 内 = 1: 0.33. Dopo i getti prodotti, la struttura è compatta e non presenta fori di restringimento. La scanalatura a coda di rondine in A è un angolo, che è facile da produrre sabbia adesiva, che influenza direttamente l'installazione della piastra della mascella. Per questo motivo, quando il tipo interrato viene riempito con sabbia a maglia sottile 100 / 70 o con una pittura in pasta, l'effetto è molto buono. Al fine di ridurre fessurazioni e deformazioni, quando il tipo interrato viene riempito di sabbia, la pressione negativa viene applicata quando la lastra viene solidificata. Quando il getto è fuori dalla scatola, viene immediatamente sepolto nella sabbia asciutta per il raffreddamento.
- Processo di applicazione della vernice. Il rivestimento utilizzato è un rivestimento in pasta a base d'acqua. Quando viene utilizzata, l'acqua viene aggiunta a una densità di 1.45 1.5g / c ~ ns, completamente agitata, spazzolata due volte sul piano grande della lastra, spazzolata tre volte nella presa e il rivestimento deve essere uniforme. Ladro e accumulazione. Il metodo di asciugatura consiste nel mettere un forno per il riscaldamento nella stanza di essiccazione, e il tubo di scarico è avvolto nella stanza per facilitare la dissipazione del calore. C'è un termometro nella stanza. Regolando lo smorzatore di ferro, la temperatura nella camera di essiccazione viene controllata tra 50-55 ~ C e il tempo di asciugatura è 46h. Al fine di prevenire la deformazione del disegno, durante l'asciugatura, il motivo è sospeso verticalmente sul porta-corde fatto da sé.
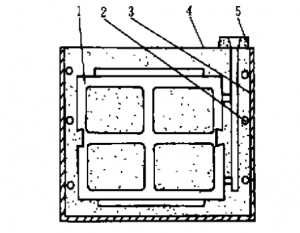
- Processo sepolto. Un tubo di aspirazione fisso è disposto sulla parete della sabbiera, e la scatola di aspirazione della sabbiera e il serbatoio del tampone di pressione negativo sono collegati da un giunto rapido per sollevare rapidamente la sabbiera. Quando si interrano, riempire prima la sabbia nella parte inferiore della scatola per garantire lo spessore 100 ~ 150nrn, quindi posizionare il modello verticalmente nella sandbox, riempire la sabbia all'altezza del modello 1 / 2, dopo aver agitato 70, continuare a riempire la sabbia fino alla scatola piena Quindi, riempimento della sabbia, scuotimento laterale, controllo del tempo è 50 ~ 60s. Coprire il film, posizionare la tazza versando e attendere il versamento.
- La colata Process.EPC, oltre al rivestimento, è molto importante, la temperatura di colata, la pressione negativa, la velocità di colata sono anche un parametro importante da controllare. Usiamo il versamento veloce a bassa temperatura e la pressione negativa iniziale è 0. 04M Pa, il processo di fusione viene mantenuto su 0. 03M Pa. Dopo che il getto è completato, la pressione negativa continua per 10 mine dopo 1 ore, il getto viene sollevato e immediatamente interrato nella sabbia asciutta per mantenere la temperatura fredda e lenta per ridurre la deformazione. Poiché la sandbox in lastra è alta un metro, è comoda da azionare e la scatola di sabbia è posizionata nella fossa.
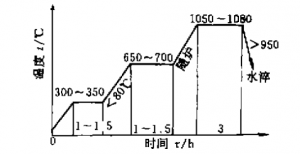
Trattamento termico tecnologico
È noto che gli acciai ad alto manganese devono presentare una buona resistenza all'usura e un'elevata tenacità e devono essere sottoposti a un trattamento di indurimento dell'acqua per ottenere una singola struttura austenitica. Il metodo di trattamento termico, uniamo il trattamento tradizionale della fornace con la tempra a getto d'acqua diretta. La fornace a riverbero a carbone per i getti di riscaldamento è mostrata nella figura. Dopo che i getti sono stati rilasciati, vengono immediatamente spinti nella piscina e raffreddati con acqua circolante. Un pneumatico morbido di scarto viene posizionato nella piscina per prevenire danni al fondo della piscina o deformazioni del getto. Questo processo è un processo maturo tradizionale. Durante il funzionamento, la temperatura sale sotto 700C deve essere lenta, altrimenti il getto è facile da rompere. In pratica, è stato dimostrato che la fusione a schiuma persa crea le condizioni per l'estinzione diretta dell'acqua del fuso. Dopo che la scatola è stata aperta, la sabbia di colata è raramente, ripetiamo tentativi, più di 30 pezzi di lastre e rivestimenti estinti all'acqua, l'effetto è buono. La tempra ad acqua diretta dell'as-cast è la chiave del successo. La chiave è padroneggiare il tempo di disimballaggio e l'angolo d'acqua che entra nel getto. Dopo il test, 18-20 mins in acqua è più adatto dopo il versamento della zattera, la zattera deve essere inserita verticalmente nell'acqua e il raffreddamento deve essere rafforzato. La temperatura dell'acqua deve essere inferiore a 45C. Il trattamento della durezza dell'acqua può essere controllato in base alle proprietà non magnetiche dell'austenite. Se il magnete non assorbe il getto, la microstruttura viene austenitizzata o una piccola quantità di carburo viene precipitata. Se il magnete assorbe il getto, dovrebbe essere Riscaldato per eseguire il trattamento di indurimento dell'acqua.