
Sono state introdotte le piastre delle ganasce bimetalliche con acciaio legato ad alto tenore di carbonio come strato di lavoro e acciaio a basso tenore di carbonio come strato di rivestimento. I provini realizzati con il materiale di prova sono stati temprati isotermicamente a 260 ℃, 290 ℃ e 320 rispettivamente, quindi è stata testata la loro durezza, resilienza, resistenza all'usura ed è stata osservata la microstruttura del loro strato di giunzione. I risultati hanno mostrato che il provino temprato isotermicamente a 290 ha le migliori proprietà meccaniche e la minima perdita di peso dell'usura del carico dinamico; lo strato congiunto del materiale di prova ha mostrato una buona giunzione metallurgica senza fenomeni di miscelazione del flusso. Il test pratico di funzionamento ha mostrato che la vita utile della ganascia bimetallica è stata aumentata del 50%~150% rispetto alla ganascia in acciaio ad alto contenuto di manganese.
Il frantoio a mascelle utilizza principalmente la piastra mobile della mascella per avvicinarsi o lasciare periodicamente la piastra a ganascia fissa, in modo che il materiale che entra nella camera di frantumazione venga schiacciato, diviso e piegato e il minerale venga frantumato e sfaldato sotto l'azione dello sforzo di taglio. La faccia è rotta. Pertanto, è necessario che la zattera abbia una maggiore durezza iniziale per resistere all'azione di pressatura e taglio dell'abrasivo; e dovrebbe avere una resistenza sufficiente per rilassare lo stress locale vicino alla fessura dalla deformazione della regione, rallentando così la fessura. Formare ed espandere. Per molto tempo, la maggior parte dei paesi interni ed esteri usano l'acciaio ad alta manganese per realizzare la lastra. A causa della bassa durezza iniziale dell'alto acciaio al manganese, sebbene abbia le caratteristiche di indurimento del lavoro, forma un aratro nel lavoro a causa della buona deformazione plastica della superficie. L'usura prematura dell'altalena fallisce e la durata di un paio di lastre di acciaio al manganese alte è solo 200 ~ 300 h.
La nostra fonderia ha sviluppato una lastra di colata bimetallica con acciaio legato e rivestimento in acciaio al carbonio. Lo speciale sistema di colata e il processo di colata vengono utilizzati per garantire l'uniformità e l'integrità dell'interfaccia composita e far sì che abbiano una buona organizzazione e proprietà meccaniche.
Design della composizione
La composizione chimica della superficie di lavoro è progettata come: w (C) 0.85%, w (Si) 1.2%, w (Mn) 1.75%, w (Cr) 3.50%, la superficie non lavorante è in acciaio a basso tenore di carbonio, il la struttura è bainite + austenite + martensite, e la frazione del volume relativo può essere in funzione delle diverse condizioni di lavoro. L'adeguamento appropriato è fatto da un processo di trattamento termico.
Viene fuso in un forno a induzione 150 kg e 250 kg a media frequenza con una temperatura di colata di 1 550 ° C, colata in sabbia umida e un pezzo di prova di 50 mm × 30 mm × 120 mm il formato viene colato contemporaneamente mascella di montaggio. L'acciaio a basso tenore di carbonio viene colato per primo, e dopo la solidificazione allo spessore richiesto per il processo, l'acciaio a basso tenore di carbonio alto viene rapidamente versato. Per garantire uno strato di adesione completo, vengono utilizzate diverse velocità di raffreddamento per controllare lo stato di solidificazione del fronte dell'interfaccia del materiale per garantire uno strato superficiale di lavoro con uno spessore completo.
La dimensione del campione d'impatto è 10 mm × 10 mm × 55 mm senza spazi vuoti. Il trattamento termico austenitico adotta un forno a resistenza di tipo scatolato, la temperatura di austenitizzazione è 860 ° C e la conservazione del calore è 60 min; la tempra isotermica utilizza nitrato di sodio 50% + nitrito di sodio 50% forno a bagno di sale, e le temperature austempering sono 260 ° C e 290 ° C, rispettivamente. , 320 ° C, tenuta per 30 min.
Risultati dei test e analisi
A 260 ° C, a causa della temperatura inferiore di austempering, la capacità di diffusione di C è più debole, il tempo di diffusione richiesto per completare la trasformazione della bainite è più lungo e la distribuzione di C in austenite non è uniforme e l'austenite stabile ricca di carbonio non può essere formato. Nel successivo processo di raffreddamento, l'austenite esaurita in carbonio si trasforma in martensite, la quantità di austenite trattenuta è piccola e l'assicella bainitica risultante è piccola, quindi la resistenza all'impatto del materiale è bassa.
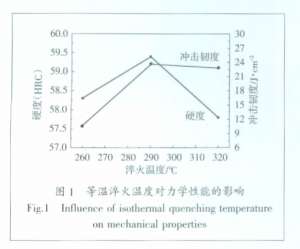
Quando la temperatura austempering viene aumentata a 290 ° C, viene aumentata la capacità di diffusione di C, viene ridotto il sottoraffreddamento della trasformazione di bainite e viene ridotta la differenza di energia libera tra la nuova fase e la fase genitore, che è insufficiente a causare più austenite da trasformare. In particolare, è difficile trasformare austenite ad alto tenore di carbonio con elevata stabilità, quindi il numero di ferrite bainitica impacchettata viene ridotto, le lamelle vengono allargate, la spaziatura tra le lastre viene aumentata e la bainite inferiore è antecedente alla martensite dall'austenite. La precipitazione nel corpo divide l'austenite in più parti, in modo che la martensite formatasi successivamente sia confinata in un intervallo relativamente piccolo e la struttura di martensite sia raffinata. Quando la cricca si propaga al confine della martensite-bainite, la direzione cambia, la resistenza alla propagazione della cricca viene ingrandita e l'energia consumata viene aumentata, aumentando così la tenacità dell'acciaio.
Tuttavia, quando la temperatura austempering continua ad aumentare fino a 320 ° C, vi è una bainite inferiore simile ad ago sottile, ma la distribuzione del tessuto non è uniforme, il che fa diminuire la resistenza all'impatto del materiale.
D'altra parte, mentre la temperatura austempering aumenta da 260 ° C a 290 ° C, la capacità di ottenere la struttura martensitica è indebolita, la trasformazione della bainite è accorciata, la velocità di trasformazione viene accelerata e una quantità maggiore può essere ottenuta nello stesso tempo. bainite; allo stesso tempo, una certa quantità di struttura martensitica esiste nella matrice, il volume della martensite è più grande dell'austenite e la martensite parzialmente trasformata divide la nucleazione e la crescita della bainite, formando varie regioni di fase. Relativamente piccola, la resistenza alla deformazione di lavorazione del materiale è relativamente grande, la capacità di indurimento del lavoro è forte e si ottiene facilmente un'elevata tenacità, quindi la resistenza della bainite inferiore nella struttura mista deve essere superiore a quella del puro inferiore bainite. Quando il numero di bainite è troppo grande, la forza che diminuisce a causa dell'aumento della quantità di bainite inferiore contrasta gli effetti sopra menzionati e la tendenza alla forza e alla durezza diminuisce, e quindi il picco di forza e durezza. Tuttavia, quando la temperatura di spegnimento viene ulteriormente aumentata a 320 ° C, l'abilità della bainite viene aumentata e la quantità di martensite ottenuta viene ulteriormente ridotta, con conseguente riduzione della durezza.
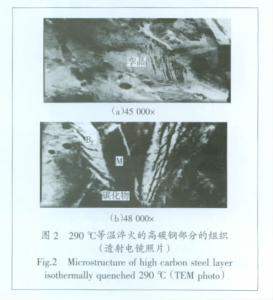
Fotografie al microscopio elettronico a trasmissione dell'acciaio composito ad alto tenore di carbonio dopo tempra isotermica a 290 ° C per 40 min. La microscopia elettronica a trasmissione ha mostrato che la microstruttura dell'acciaio di prova era costituita da lastre di ferrite bainitica e membrane parassite distribuite tra loro e l'isola MA. Nell'isola MA, non solo l'austenite conservata ma anche la martensite aciculare della sottostruttura gemellare viene utilizzata per aumentare la resistenza del materiale. Ciò è coerente con la maggiore durezza del campione dopo la tempra isotermica a 290 ° C.
Osservazione microstrutturale
Le parti prodotte dal metodo di fusione composito bimetallico hanno un'influenza molto importante in combinazione con la loro durata. Per ottenere una buona interfaccia composita tra acciaio a basso tenore di carbonio e acciaio legato ad alto tenore di carbonio, lo strato composito deve formare un legame metallurgico efficace. La figura 3 mostra la microstruttura del giunto composito bimetallico. Si può vedere che i due metalli sono ben legati. A causa della cristallizzazione di acciaio a basso tenore di carbonio durante la colata di acciaio ad alto tenore di carbonio, sotto l'azione di acciaio ad alta temperatura, l'acciaio a basso tenore di carbonio è solo uno strato molto sottile di fusione superficiale, che è una combinazione solido-liquido, quindi nel processo di solidificazione L'acciaio a basso tenore di carbonio e l'acciaio ad alto tenore di carbonio presentano evidenti tracce di legame e la sua struttura di interfaccia è densa, il che conferma che lo strato intermedio di legame è un legame metallurgico efficace e che non vi è alcun fenomeno di miscelazione nell'interfaccia composita.

Figura 4 mostra l'analisi dello spettro energetico di diverse parti della superficie del giunto composito dopo la tempra a 290 ° C per 40 min. Le figure da (a) a (c) si muovono lungo la direzione da acciaio ad alto tenore di carbonio a acciaio a basso tenore di carbonio. Si può vedere che c'è una diffusione atomica nella formazione della regione dell'interfaccia e una distribuzione del gradiente nella regione dell'interfaccia. A causa dell'effetto di diffusione, elementi come C e Cr di acciaio ad alto tenore di carbonio si diffondono verso il lato a bassa concentrazione, quindi le concentrazioni di elementi come C e Cr nella regione di legame dell'interfaccia di Fig. 4 diminuiscono da destra a sinistra. Poiché la composizione dell'acciaio in lega di carbonio ad alta densità post-cast differisce notevolmente da quella dell'acciaio a basso tenore di carbonio, i due materiali subiscono una diffusione e una penetrazione a breve distanza durante il processo di compoundizzazione. Quando osservata sotto microscopia elettronica a scansione, si può vedere che la larghezza della regione dell'interfaccia è piccola, la regione di transizione è generalmente solo poche decine di μm di larghezza e la forma è rettilinea. Dall'acciaio ad alto tenore di carbonio all'acciaio a basso tenore di carbonio, i cambiamenti degli elementi di lega sono quasi sempre combinati. Completato nell'intervallo di dozzine di μm nella zona. Questo perché viene adottato lo speciale processo di colaggio bimetallico bicolore liquido e il tempo di versamento del secondo strato di acciaio ad alto tenore di carbonio è sostanzialmente impostato nel momento in cui il primo strato di acciaio a basso tenore di carbonio è sostanzialmente solidificato e la temperatura del l'acciaio ad alto tenore di carbonio è alto. Può non solo fondere uniformemente un piccolo strato di acciaio a basso tenore di carbonio, ma anche mantenere il liquido di acciaio a basso tenore di carbonio in uno stato liquido per un certo periodo di tempo, impedendo che la superficie dello strato di acciaio del sito del giunto bimetallico venga ossidata alta temperatura. Al diminuire della temperatura, lo strato sottile di acciaio a basso tenore di carbonio e l'acciaio ad alto tenore di carbonio si cristallizzano sequenzialmente, cristallizzano e crescono sulla superficie dell'acciaio a basso tenore di carbonio, e quindi completano l'intero processo composito.

Effetto della temperatura austempering sulla resistenza all'usura
La tabella 1 mostra i risultati della prova comparativa dell'acciaio di prova e dell'acciaio ad alto contenuto di manganese. Dopo lo stesso tempo di usura, la temperatura austempering dell'acciaio con una temperatura di spegnimento costante di 290 ° C è la più piccola. All'aumentare della temperatura austemperante, l'usura dell'acciaio diminuisce prima e poi aumenta, e la perdita di calore dell'acciaio di prova dopo il trattamento termico è la metà di quella dell'alto acciaio al manganese.
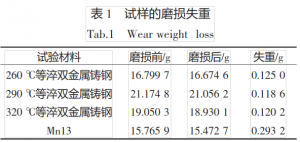
Quando la temperatura austempering è 260 ° C, il materiale ha una durezza elevata, ma la tenacità è relativamente bassa. Pertanto, sotto l'azione ripetuta della forza esterna della superficie del materiale, si verificherà un gran numero di incrinature da fatica, causando il distacco del materiale; quando la temperatura austempering è 290 ° C, il materiale ha buone proprietà strutturali e meccaniche. Pertanto, può resistere al taglio di grani abrasivi di sabbia di quarzo durante l'usura e può ridurre la pelatura del metallo superficiale e presentare una migliore resistenza all'usura. L'acciaio con temperatura austempering di 320 ° C ha una buona resistenza plastica e un'elevata durezza, mentre i carburi dispersi hanno una durezza più elevata. Può essere supportato nella matrice e può ostacolare la penetrazione o il taglio di grani abrasivi. Pertanto, quando le particelle di sabbia di quarzo interagiscono con il metallo di base durante il processo di usura, l'effetto di aratura non è evidente, quindi la perdita di materiale è relativamente piccola.
Test di installazione
Il test di installazione della zattera di colata composita bimetallica è stato eseguito su un frantoio PE-750 × 1060, che ha mostrato un'elevata resistenza all'usura in diversi materiali abrasivi, rispetto ai materiali in acciaio al carbonio ad alto manganese simili. La durata del prodotto aumenta di 50% ~ 150%.





