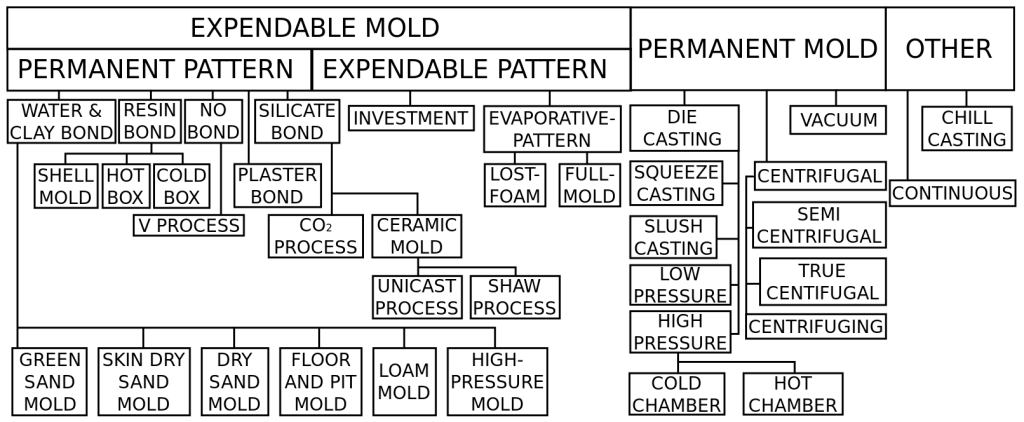
Der Verbrauchsgießprozess wird auch als bezeichnet verlorener Schaumgießprozess, der angepasst ist Stahlguss, Gusseisen, Aluminiumguss und andere Metallgussteileund große, mittlere und kleine Gussteile mit unterschiedlichen Strukturen und verschiedenen Materialien.
Brecherbackenplatten sind die Verschleißteile des Hauptbackenbrechers. Unsere Gießerei verwendet das EPC-Verfahren (Expendable Casting Process) zum Gießen von Backenplatten mit hohem Mangan-Brecher.
Erzeugungsbedingungen
- Schmelzgeräte. 250kg-Mittelfrequenzinduktionsofen, geschmolzenes Magnesium Sand- und Bauxitklinkerfutter.
- Vakuumsystem. SK-.7 Wasserring-Vakuumpumpe, 1.2m Unterdruckpuffertank, Schlangenrohr-Saugrohr.
- Erdbebenstation.
- Das Mustermaterial wurde aus einer Dichte von 0.018 g / c Polystyrol (EPS) -Folie ausgewählt und von Hand geformt.
- Beschichtungen Beschichtungen auf Wasserbasis mit Magnesiumoxidpulver als Zuschlagstoff.
- Modellierungsmaterial. Künstlicher Quarzsand 40 / 20.
- Das Material der Backenplatte ist ZGMn13Cr2. Der Kalk und das Eisenoxid im Ofen werden zur Entfernung von Phosphor verwendet. Um die Stahlschmelze zu reinigen, die Körner zu verfeinern und die Form und Verteilung der Einschlüsse zu verbessern, wird der FeS iRE21 zur Modifikation des Ofenpakets verwendet.
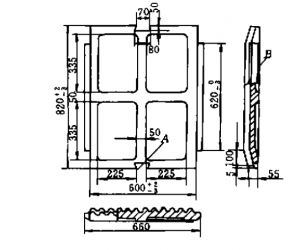
- Backenplattengrößen und Gewichte. Bewegliche Backenplatte: 1000mm * 600mm * 75mm, Gewicht: 250kg; Feste Backenplatte: 820mm * 600mm * 75mm, Gewicht: 225kg
Verarbeitung von Produkten
- Musterherstellung. Je nach Aufbau und Verwendungszweck der Brechbackenplatte verwenden wir manuelles Formen. Die Methode besteht darin, das Modell genau herzustellen, dann die Schablone auf der Schaumstoffplatte zu positionieren, sie mit elektrischem Heizdraht zu schneiden und dann zusammenzubauen und mit weißem Latex zu verbinden. Um die Genauigkeit des Musters zu kontrollieren, wurden Spezialwerkzeuge und Werkzeuge hergestellt. Nachdem das Muster zusammengebaut war, wurde es mit feinem Schleifpapier fertiggestellt. Das Gießsystem wird mit doppelseitigem Klebeband verklebt.
Brecher Backenplatte Struktur
- Technologischer Entwurf. Die Dicke der Backenplatte der Frontseite beträgt 30mm, die Gussteile sind alle unbearbeitet und die Oberfläche muss glatt und eben sein, insbesondere an der Stoßfläche B des Brechers. Die Ebenheit beträgt nicht mehr als 3mm. An der Schwalbenschwanznut A sollte sich kein klebriger Sand befinden. Die Plattenstruktur gehört zu den Gussteilen der Plattentypen. Der flache Auftrieb liegt bei 1300k, wodurch leicht Gussfehler wie z. B. zusammengefallene Kiste und Verformung entstehen können. Gleichzeitig beträgt der hohe Manganstahldrahtschrumpf 2.6% bis 3.0%. Es treten Risse und Verformungen auf, und die Wärmeleitfähigkeit ist schlecht, und es ist nicht erforderlich, dass die Zuführung zugeführt wird. Daher nimmt das Prozessschema einen vertikalen Schritt des Gießens an. Die technischen Maßnahmen sind: Erhöhen des Querschnitts des Angusses einerseits, der die Rolle der Einfachheit spielt; Andererseits bildet sich ein geschlossenes Ansteuersystem. Der Querschnitt des Angusses ist 70m m × 70 mm, der Querschnitt des Angusses ist 4Om m × 20ra m und das Innere von F ∑F 内 = 1 : 0 × 33. Nach der Herstellung der Gussteile ist die Struktur kompakt und weist keine Schrumpflöcher auf. Die Schwalbenschwanznut bei A ist ein Winkel, der leicht klebrigen Sand erzeugt, der die Montage der Backenplatte direkt beeinflusst. Aus diesem Grund ist der Effekt sehr gut, wenn der vergrabene Typ mit 100 / 70-Feinsand oder mit Pastenfarbe gefüllt wird. Um die Rissbildung und Verformung zu reduzieren, wird beim Füllen des vergrabenen Typs mit Sand der Unterdruck angelegt, wenn die Bramme erstarrt ist. Wenn das Gussstück aus der Box kommt, wird es sofort zum Abkühlen in den trockenen Sand eingelassen.
- Lackierprozess. Die verwendete Beschichtung ist eine Pastenbeschichtung auf Wasserbasis. Wenn verwendet, wird Wasser zu einer Dichte von 1.45 1.5g / cins hinzugefügt, vollständig gerührt, zweimal in der großen Ebene der Platte gebürstet, dreimal in der Muffe gebürstet, und die Beschichtung sollte gleichmäßig sein. Schurke und Anhäufung. Das Trocknungsverfahren besteht darin, einen Heizofen mit Eisen in den Trockenraum zu stellen, und das Abgasrohr wird im Raum aufgewickelt, um die Wärmeableitung zu erleichtern. Es gibt ein Thermometer im Raum. Durch Einstellen des Eisendämpfers wird die Temperatur im Trockenraum zwischen 50-55 ~ C und die Trocknungszeit 46h geregelt. Um zu verhindern, dass sich das Muster beim Trocknen verformt, hängt das Muster senkrecht am selbstgefertigten Seilgestell.
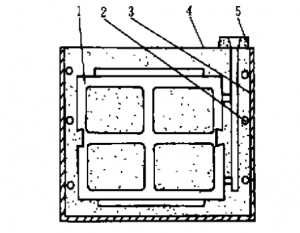
- Begrabener Prozess. Ein festes Saugrohr ist an der Wand des Sandkastens angeordnet, und der Saugkasten des Sandkastens und der Unterdruckpuffertank sind durch eine Schnellverbindung verbunden, um den Sandkasten schnell anzuheben. Füllen Sie beim Vergraben zuerst den Sand an der Unterseite des Kastens, um sicherzustellen, dass die Dicke 100 ~ 150nrn ist, und stellen Sie dann das Modell senkrecht in den Sandkasten. Füllen Sie den Sand bis zur Modellhöhe 1 / 2 und füllen Sie ihn nach dem Schütteln für 70s weiter der Sand in die Kiste voll Dann wird der Sand gefüllt, die Seite geschüttelt, die Zeitsteuerung erfolgt über 50 ~ 60s. Decken Sie den Film ab, stellen Sie den Gießbecher auf und warten Sie auf das Gießen.
- Gießprozess. Neben dem Beschichten ist auch das ECC-Gießen von großer Bedeutung. Gießtemperatur, Unterdruck und Gießgeschwindigkeit sind ebenfalls ein zu kontrollierender wichtiger Parameter. Wir verwenden schnelles Gießen bei niedriger Temperatur und der anfängliche Unterdruck ist 0. 04M Pa, der Gießvorgang wird bei 0 beibehalten. 03M Pa. Nachdem das Ausgießen abgeschlossen ist, hält der Unterdruck weiter an 10 Min.Nach der 1-Stunde wird das Gussteil angehoben und sofort in den trockenen Sand eingelassen, um die Temperatur kühl und langsam zu halten, um die Verformung zu reduzieren. Da der Brettsandkasten 1100 m hoch ist, ist die Bedienung bequem und der Sandkasten wird in die Grube gestellt.
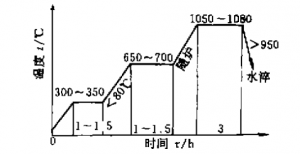
Wärmebehandlung technologisch
Es ist allgemein bekannt, dass Stähle mit hohem Mangangehalt eine gute Verschleißfestigkeit und hohe Zähigkeit aufweisen müssen und einer Wasserverstärkungsbehandlung unterzogen werden müssen, um eine einzige Austenitstruktur zu erhalten. Bei der Wärmebehandlungsmethode kombinieren wir die herkömmliche Ofenbehandlung mit der direkten Wasserabschreckung. Der kohlebefeuerte Ofen für die Erwärmung von Gussteilen ist in der Abbildung dargestellt. Nachdem die Gussteile freigegeben sind, werden sie sofort in den Pool geschoben und mit zirkulierendem Wasser gekühlt. Ein weicher Altreifen wird in den Pool gelegt, um Schäden am Boden des Pools oder eine Verformung des Gussteils zu vermeiden. Dieser Prozess ist ein traditioneller ausgereifter Prozess. Während des Betriebs muss die Temperatur unter 700C steigen, muss langsam sein, andernfalls kann das Gussstück leicht reißen. In der Praxis hat sich gezeigt, dass der verlorene Schaumguss die Bedingungen für die direkte Wasserabschreckung des Gussteils schafft. Nachdem die Schachtel geöffnet wurde, ist der Gusssand selten, wiederholen wir Versuche, mehr als 30-Stücke mit Wasser abgeschreckten Platten und Auskleidungen, der Effekt ist gut. Die direkte Wasserabschreckung des Gussteils ist der Schlüssel zum Erfolg. Der Schlüssel besteht darin, die Zeit des Auspackens und den Winkel des Wassers, das in das Gussteil gelangt, zu beherrschen. Nach dem Test ist der 18-20 min in Wasser besser geeignet, nachdem das Floß gegossen wurde. Das Floß sollte senkrecht in das Wasser eingeführt werden, und die Kühlung sollte verstärkt werden. Die Wassertemperatur sollte unter 45C liegen. Die Wasserfestigkeit kann anhand der nichtmagnetischen Eigenschaften von Austenit überprüft werden. Wenn der Magnet das Gussteil nicht absorbiert, wird die Mikrostruktur austenitisiert oder eine kleine Menge Carbid fällt aus. Wenn der Magnet den Guss absorbiert, sollte er zur Wasseraufhärtung Reheat werden.