
Problema de porosidade de fundição de aço com alto manganês
O aço com alto teor de manganês é amplamente utilizado na fundição de peças de britagem de mandíbula, peças de britagem de cone, revestimento de moinho de curvatura e outras peças de fundição. devido à sua excelente resistência ao desgaste e temperabilidade no trabalho. No processo de fundição, a formação dos poros da fundição é complicada e diversa, e é difícil de definir, e a sucata ou retrabalho da fundição é extremamente provável de ocorrer. Este trabalho enfoca a formação da porosidade da fundição do aço com alto teor de manganês, partindo do processo e dos materiais brutos e auxiliares, e pratica continuamente um conjunto de métodos eficazes para solucionar os defeitos de fundição do aço com alto teor de manganês.
Fundição de Aço Manganês Porosidade
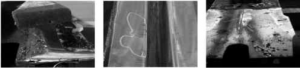
Depois que as fundições de aço com alto teor de manganês são tratadas por tenacidade à água ou usinagem, elas mostram diferentes graus de defeitos de porosidade, especialmente quando o método de retorno é fundido, todas as peças fundidas do forno apresentam defeitos de porosidade. Resultar na eliminação do lote (cerca de 80% de todas as peças fundidas) e no processamento de retrabalho. Após a análise, as carcaças de oxidação são principalmente poros intrusivos e reativos; além dos dois tipos de poros acima, as peças fundidas retornadas são particularmente sérias. A localização e a forma da existência são complexas e diversas.
problema de porosidade alta vazadas de aço manganês
Fundição de Aço Manganês Porosidade Causas
O gás tem uma certa solubilidade no aço fundido. Durante o processo de resfriamento e solidificação, o aço fundido é decomposto devido à diminuição na solubilidade do gás. A carga que é devolvida ao processo de fundição é a elevação da fundição, o aço fundido e o garfo desfeito. Durante o derretimento da carga, uma grande quantidade de nitrogênio e hidrogênio no ar são dissolvidos no aço fundido. Ao mesmo tempo, a fim de assegurar a taxa de recuperação da liga, o processo de fundição é estritamente proibido de oxidar o aço fundido, e o gás no aço fundido não pode ser removido por oxidação. Ao despejar, a temperatura do aço líquido é baixada, a solubilidade do gás é reduzida e o gás é precipitado. Ao mesmo tempo, a desoxidação do aço derretido não é boa, e o carbono interno e o oxigênio reagem para precipitar um gás. O gás envolvido difunde-se para a porção quente ou de alta temperatura da peça fundida e, se for muito tarde para descarregar o molde, um poro precipitado é formado na peça fundida. Geralmente é distribuído na seção do casting ou em áreas com altas temperaturas, como risers e seções quentes.
Fundição de Aço Manganês Soluções de Porosidade
- Reduza a quantidade de gás dissolvido: Antes da alimentação, adicione 2.5% cal e 1.5% fluorite no fundo do forno para fazer a escória antecipadamente, cubra a superfície do aço derretido, evite o contato direto do aço derretido com o ar e reduzir a quantidade de gás dissolvido. Controle a quantidade de cal e fluorita adicionados. Adicionando muito, a camada de escória é espessa, o que não é propício para a saída de gás de aço fundido; pouco é adicionado, a camada de escória é fina e o efeito de proteger o aço fundido não é óbvio.
- Remoção de gases dissolvidos: Fundição por oxidação Durante o período de oxidação, a reação carbono-oxigênio (C + O → CO ↑), uma grande quantidade de bolhas CO geradas durante a reação flutua e os gases dissolvidos são transportados juntos para formar aço fundido. Em ebulição, o gás descarrega o aço derretido e o efeito de desgaseificação é alcançado. Portanto, a fundição oxidada tem poucos poros precipitados.
Para a fundição do método de retorno sem período de oxidação, o princípio de desgaseificação por oxidação é usado. No momento da fundição, o calcário (CaCO3) é adicionado a uma temperatura elevada de CaCO3 → CaO + CO2 ↑. Durante o processo de flutuação, o gás CO2 gerado transporta o gás dissolvido em conjunto e flutua, fazendo com que o aço fundido ferva e o gás descarregue o aço derretido. Vá para o propósito de desgaseificar.Preste atenção aos seguintes pontos ao adicionar calcário:
(1) Tempo de adição: Deve ser adicionado após a carga estar completamente derretida para obter a desgaseificação do aço fundido inteiro.
(2) Método de adição: Considere a baixa densidade do calcário e a proteção do aço fundido pela camada superficial da escória. Antes da adição, cerca de 70% da escória de aço deve ser descarregada, e o método de despejo gravitacional na poça fundida é usado para entrar diretamente no aço fundido por gravidade, e uma grande quantidade de gás é decomposta em um curto espaço de tempo, causando o aço fundido a ferver e atingir o objetivo de desgaseificação. .
(3) Quantidade de adição e bloqueio: A quantidade de adição é cerca de 3% do aço fundido, o que faz com que o aço fundido ferva para 10 a 15 minutos. Muito pouco para adicionar, o tempo de ebulição é muito curto, o efeito de desgaseificação não é óbvio; muito, fácil de acumular, e o fenômeno não condutor ocorre. O bloqueio é 100 ~ 150mm, o tamanho do bloco é muito pequeno, fácil de flutuar na superfície da escória; o bloco é muito grande, a decomposição é lenta e a ebulição não é grave. Afeta o efeito de desgaseificação. - Evitar a reação interna do aço fundido: Ao bater, adicionar 0.2% terra rara e 0.1% silício germânio alumínio cadinho para a panela para desoxidação final, reduzir o teor de oxigênio do aço fundido e evitar a reação de carbono e oxigênio dentro do aço fundido . Ao mesmo tempo, compostos estáveis formados por [S], [O], [H] e [N] em terras raras e aço fixam o gás no aço fundido.
- Os poros formados pela interação entre o aço fundido e o molde (tipo de areia, ferro frio, etc.). Após o processamento, os poros aparecem como poros circulares agrupados e difusamente distribuídos. Os poros da reação da rã aparecem principalmente na posição onde o ferro frio é colocado e o ferro frio é colocado. Estômatos de posição de ferro frio: Superfície de ferro frio individual está enferrujada ou molhada, reagindo com aço derretido durante vazamento: Fe + H2O → FeO + 2H ↑, Fe2O3 • nH2O + (n + 1) Fe → (n + 3) FeO + 2nH ↑, C + FeO → Fe + CO ↑, o gás é gerado. Como o ferro frio não é permeável ao gás, o gás se difunde e flutua no aço derretido, e o aço frio resfriado esfria rapidamente e se solidifica, e o gás não atinge o estado flutuante para formar os poros. Ventilação de folga de ferro frio: Ao pulverizar tinta, o revestimento penetra na areia de moldagem muito profundamente ao longo da abertura de ferro frio. Depois que o revestimento queima, a água gerada no fundo da abertura não evapora completamente, reage com o aço fundido para gerar hidrogênio, invade o aço derretido e forma poros.
Resolvendo o problema da porosidade em peças fundidas de aço de alto manganês
- Antes de usar o ferro frio, o jateamento é realizado para remover a ferrugem superficial e as manchas de óleo.
- Quando o clima é úmido ou o tempo está frio, o ferro frio é fácil de absorver a umidade e pré-aquecido antes do uso para evaporar a água. Contribui também para a combustão total do revestimento da superfície do ferro frio e a evaporação da humidade após a combustão, para evitar que a reação forme gás. A temperatura de aquecimento é 40 ~ 50 ° C, a temperatura é muito baixa, a umidade na superfície do ferro frio não é totalmente evaporada, a temperatura é muito alta e a areia de moldagem em contato com o ferro frio secará rapidamente antes o terremoto, resultando em estrutura de areia solta e baixa resistência.
- Depois que a tinta é pulverizada, a areia de moldagem na fenda de ferro frio deve ser conectada para evitar a penetração excessiva do revestimento, resultando em combustão insuficiente ou evaporação de umidade. Depois que a tinta estiver totalmente queimada, o molde deve ser colocado por 30 minutos. Depois que a água é completamente evaporada, a caixa pode ser afivelada para garantir a secagem do molde.
- FT660 resina fenólica alcalina não contendo elementos nocivos como N, P e S, e revestimento de secagem rápida com magnésia e pequena geração de gás. Reduza a reação entre o aço derretido e o molde.
- Apropriadamente aumentar a proporção de areia grossa na areia peridoto usada para modelagem para garantir a permeabilidade da areia de moldagem.
- Como a superfície inferior do molde é coberta com ferro frio, não há permeabilidade a gases. Ao esculpir, aumente o número de aberturas superiores, aumente a abertura apropriadamente e abra o acessório na superfície do modelo; reparar a ranhura de ventila�o no lado da parte auricular da superf�ie de separa�o do molde (superf�ie superior da fundi�o); abra o riser para se comunicar com o exterior. Adicione as placas de exaustão 4 à extremidade superior da fundição de extremidade sem porta para permitir que o gás no molde seja drenado suavemente.
- De acordo com o clima, o grau de vácuo do endurecimento por vácuo pode ser ajustado a qualquer momento para garantir que o gás no espaço de areia esteja totalmente descarregado e a areia de moldagem esteja suficientemente seca.
Neste trabalho, os defeitos estomáticos que são propensos a ocorrer no processo de produção de carcaça de sapo de aço de alto manganês são analisados, e as causas da formação de estômatos são encontradas. O processo e a melhoria dos materiais brutos e auxiliares são direcionados, com ênfase nos detalhes operacionais. Ao rastrear a qualidade das peças vazadas, a taxa de rejeição e a taxa de retrabalho devido a defeitos de porosidade são bastante reduzidas. Muito bons resultados foram alcançados.





