
De acordo com as características estruturais ea demanda técnica da placa de aço manganês em U, o artigo discute o projeto tecnológico da placa em forma de U. Ele introduz principalmente o método usando o módulo para definir os padrões de um riser - head e discute o controle do tamanho da borda, bem como a prevenção de crackle fundido usando tecnologia de sistema de fundição em escada, círculo e aberto através corredor e corredor interno de dispersão, pode garantir a qualidade inerente da fundição.
Placas de mandíbula são os principais peças de britador de mandíbula na maquinaria. A placa da mandíbula em forma de U é as peças do triturador de cone PYB 1650, desenhos de detalhes, por favor, verifique abaixo:
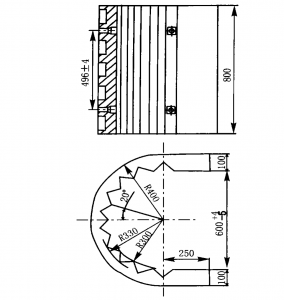
Estrutura de desenho de placa em forma de U
É tamanhos: 800 mm × 650 mm × 800 mm, espessura: 70 mm, peso: 850 kg
Processabilidade de Fundição
A taxa de contração de solidificação do aço de alto teor de manganês é de cerca de 615%, e a espessura da parede das peças vazadas é grande, e a tendência das cavidades de contração é grande; o encolhimento da linha livre é 214% 310%, a condutividade térmica é fraca, a tensão térmica e a tensão de contração são grandes e as peças são solidificadas e resfriadas. O processo é freqüentemente quebrado devido ao encolhimento. O fundo em forma de U é o local de concentração de tensão onde a rachadura tende a ser a maior. O corpo de fundição tem uma estrutura em forma de U, e o tamanho da extremidade aberta é facilmente excedido pelo desvio da peça fundida devido à deformação de encolhimento da peça fundida.
Esquema de Tecnologia de Fundição
De acordo com os requisitos técnicos e análise de processo de peças fundidas, o plano de processo de fundição é selecionado da seguinte forma: a superfície do dente, a instalação e a superfície de montagem estão todas localizadas na lateral. A solução não apenas garante a qualidade da fundição, mas também garante a qualidade da superfície de montagem, realiza o princípio da solidificação seqüencial e é vantajosa na obtenção de peças fundidas densas e sólidas.
A fim de garantir a qualidade das peças fundidas e, ao mesmo tempo, levar em consideração a conveniência de operação, duas superfícies de partição são estabelecidas, isto é, as caixas superior, média e inferior são divididas. A caixa superior é o riser e a parte superior da porta, a caixa do meio é a parte da cavidade de vazamento e a caixa inferior é a parte central da cabeça e a parte inferior da porta. As caixas superior e inferior são forma de caixa de areia comum, e a caixa do meio é uma forma de núcleo. A fim de assegurar a precisão dimensional das peças vazadas, utiliza-se areia auto-endurecida de vidro de água endurecida com éster orgânico e a superfície da cavidade é escovada com revestimento de magnésia à base de álcool.
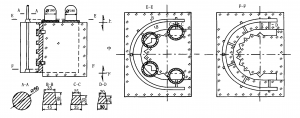
Esquema de Tecnologia de Fundição
Cálculo do design do sistema Gating
De acordo com a análise de processabilidade de peças fundidas e as características de desempenho de fundição de aço de alto teor de manganês, o projeto do sistema de gating segue os seguintes princípios: o aço fundido deve ser assegurado para entrar na cavidade de maneira uniforme, rápida e suave; é benéfico controlar a solidificação sequencial e a distribuição razoável do campo de temperatura da fundição; evitar superaquecimento local.
Devido à alta altura do elenco. Portanto, um sistema de passagem escalonado é usado. Ou seja, em primeiro lugar, o aço fundido é alimentado na cavidade a partir da calha inferior, e quando o aço fundido sobe até uma altura, a porta superior é então introduzida na cavidade. Evita as deficiências do aço derretido que impacta diretamente o fundo da cavidade, e é benéfico para o escape e a espuma, e também assegura a solidificação sequencial do aço fundido.
O sistema de gating é colocado do lado de fora da forma de U. O canal de injeção está localizado na parte inferior da forma em U, conectando duas camadas de canais e o canal é simétrico. Ambas as camadas de corredores são projetadas para ter uma abertura anular com a mesma direção de abertura que a abertura de fundição.
Desse modo, a estrutura rígida geral e o encolhimento da peça fundida são impedidos de serem impedidos. A parte inferior da canaleta inferior é distribuída uniformemente com seis corredores internos para atingir o objetivo de dispersar a seção quente e o preenchimento liso. A parte inferior do corredor superior é distribuída uniformemente com quatro portas internas para entrar na cavidade a partir da raiz do riser para melhorar a elevação do riser. Efeito encolher.
Área transversal do componente do sistema de derramamento
Para garantir que o aço derretido seja injetado na cavidade de baixo para cima, um dos pré-requisitos é que a área total da seção transversal de cada rotor deve ser maior que a área da seção transversal do canal de entrada para evitar que a canaleta superior de ser injetado prematuramente. O aço derretido, mas a câmara interna é muito grande, o aço fundido é fácil de inalar o gás e trazer as inclusões, portanto um sistema de fundição aberto adequado deve ser adotado, e a relação da área da seção transversal dos componentes é :
∑F 包F 直 ∶∑F 横 ∶∑F 内 = 1∶ (1. 9) ∶2∶ (2. 4)
- ∑F 包 = 15. 9 cm2
- ∑F 直 = 30. 2 cm2
- ∑F 横 = 31. 8 cm2
- ∑F 内 = 3812 cm2
Cálculo do design do sistema Riser
Uma das condições para se obter uma fundição densa é que o tempo de solidificação do riser seja maior que o tempo de solidificação da fundição, isto é, para satisfazer:
MR ≥1.2 MC
- MR é o módulo do riser (cm)
- MC é o módulo da fundição (cm)
Expanda o diagrama de fundição para aproximar a estrutura em forma de placa, tomando a espessura média da parede δ = 7.0 cm
MC = 7.0 2 = 3.5 cm
MR ≥1.2 × 3.5 = 4.2 cm
O módulo térmico do riser isolado é equivalente a 1.3 a 1.4 vezes o módulo de riser normal, e o módulo térmico do riser isolado é 3.2 cm.
A especificação do tubo isolante é «180 mm × 225 mm e a sua massa padrão é 35 kg. A fim de facilitar a elevação do riser, o riser de corte fácil é adotado.





