
U-muotoisen korkeamangaaniteräslevyn rakenneominaisuuksien ja tekniikan tarpeen mukaan artikkelissa käsitellään U-muotoisen leukalevyn valettua teknistä suunnittelua. Se esittelee pääasiassa moduulia käyttävän menetelmän nousevan pään standardien määrittelemiseksi ja keskustelee ensimmäisen reunan koon säätelystä sekä valetun halkeilun estämisestä tikkaiden valujärjestelmäteknologialla, ympyrällä ja avoimella juoksijan ja dispersion sisäkanavan poikki, se voi taata valu luontainen laatu.
Leukalevyt ovat tärkeimpiä leukamurskainten osat koneessa. U-muotoinen leukalevy on PYB 1650-kartionmurskaimen osat, yksityiskohtaiset piirustukset, tarkista alla:
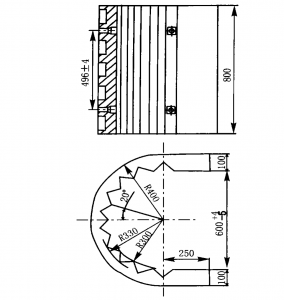
U-muotoisen levyn rakenne
Sen koot: 800 mm × 650 mm × 800 mm, paksuus: 70 mm, paino: 850 kg
Casting-prosessoitavuus
Korkean mangaaniteräksen jähmettymisen kutistumisnopeus on noin 615% ja valujen seinämän paksuus on suuri, ja kutistumisonteloiden taipumus on suuri; vapaa linjan kutistuminen on 214% ~ 310%, lämmönjohtavuus on huono, lämpöjännitys ja kutistumisjännitys ovat suuret, ja valukappaleet jähmettyy ja jäähdytetään. Prosessi on usein murtunut kutistumisen vuoksi. U-muotoinen pohja on jännityskeskittymäkohta, jossa halkeama on yleensä suurin. Valukappaleen rakenne on U-muotoinen, ja valukappaleen poikkeama on valukappaleen poikkeaman vuoksi helposti avoinna avoimen pään koosta.
Valimotekniikan järjestelmä
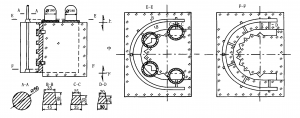
Valujen teknisten vaatimusten ja prosessianalyysin mukaan valuprosessi valitaan seuraavasti: hammaspinta, asennus ja asennuspinta sijaitsevat kaikki sivussa. Ratkaisu takaa paitsi valun laadun myös takaa asennuspinnan laadun, toteuttaa peräkkäisen jähmettymisen periaatteen ja on edullinen tiheiden ja äänivalujen saamiseksi.
Valukappaleiden laadun varmistamiseksi ja samalla kun otetaan huomioon käytön helppous, muodostetaan kaksi välilevyä, eli ylempi, keskimmäinen ja alempi laatikko on jaettu. Ylempi laatikko on nousuputki ja yläporttiosa, keskikotelo on valuontelon osa, ja alalaatikko on ydinpää ja alareunan osa. Ylempi ja alempi laatikko ovat tavallisia hiekkalaatikon muotoja, ja keskikotelo on ytimen muoto. Valukappaleiden mittatarkkuuden varmistamiseksi käytetään orgaanista esteriä kovetettua vesilasiä itsekovistuvaa hiekkaa, ja ontelon pinta harjataan alkoholipohjaisella magnesiapinnoitteella.
Valimotekniikan järjestelmä
Gating-järjestelmän suunnittelu
Valukappaleiden jalostettavuusanalyysin ja korkean mangaaniteräksen valuominaisuuksien mukaan porausjärjestelmän rakenne noudattaa seuraavia periaatteita: sulan teräksen on oltava varmistettu pääsemään onteloon tasaisesti, nopeasti ja sujuvasti; on edullista ohjata valun lämpötilan kentän peräkkäistä jähmettymistä ja kohtuullista jakautumista; välttää paikallista ylikuumenemista.
Valun korkeuden vuoksi. Siksi käytetään porrastettua porausjärjestelmää. Toisin sanoen, ensinnäkin, sulaa terästä syötetään onteloon pohjakanavasta, ja kun sula teräs nousee korkeuteen, yläportti syötetään sitten onteloon. Se välttää sulan teräksen puutteet, jotka vaikuttavat suoraan ontelon pohjaan ja ovat hyödyllisiä pakokaasulle ja huurulle, ja myös takaa sulan teräksen kiinteytymisen peräkkäin.
Gating-järjestelmä sijoitetaan U-muodon ulkopuolelle. Sprue sijaitsee U-muodon alareunassa, joka yhdistää kaksi sprues-kerrosta ja juoksija on symmetrinen. Kummankin juovien kerrokset on suunniteltu siten, että niissä on rengasmainen aukko, jonka avaussuunta on sama kuin valuaukon.
Tällöin estetään valukappaleen yleinen jäykkä rakenne ja kutistuminen. Pohjaohjaimen pohja jakautuu tasaisesti kuuden sisäpuolisen juoksupyörän kanssa kuuman osan ja sileän täytön dispergoimiseksi. Yläjuoksun pohja jakautuu tasaisesti neljään sisäkkeeseen, jotta ne pääsevät nousemaan nousuputken juuresta, jotta nousuputken nousu paranisi. Kutistuva vaikutus.
Kaatetaan järjestelmän komponentin poikkipinta-ala
Sen varmistamiseksi, että sulaa terästä ruiskutetaan onteloon alhaalta ylöspäin, yksi edellytyksistä on, että jokaisen juoksijan kokonaispinta-alan on oltava suurempi kuin jousen poikkipinta-ala yläkannattimen estämiseksi ruiskutetaan ennenaikaisesti. Sulaa terästä, mutta sisempi juoksija on liian suuri, sulaa terästä on helppo hengittää kaasu ja tuoda sulkeumat, niin että sopiva avoinvalujärjestelmä on otettava käyttöön ja komponenttien poikkileikkauspinta-alan suhde on :
∑F 包 ∶∑F 直 ∶∑F 横 ∶∑F 内 = 1∶ (1. 9) ∶2∶ (2. 4)
- ∑F 包 = 15. 9 cm2
- ∑F 直 = 30. 2 cm2
- ∑F 横 = 31. 8 cm2
- ∑F 内 = 3812 cm2
Riser-järjestelmän suunnittelulaskenta
Yksi olosuhteista tiheän valun saamiseksi on, että nousuputken jähmettymisaika on pidempi kuin valun jähmettymisaika, toisin sanoen tyydyttääkseen:
MR ≥1.2 MC
- MR on nousupisteen moduuli (cm)
- MC on valumoduli (cm)
Laajenna valokaaviota levyn muotoisen rakenteen lähentämiseksi ottaen huomioon keskimääräinen seinämän paksuus δ = 7.0 cm
MC = 7.0 ÷ 2 = 3.5 cm
MR ≥1.2 × 3.5 = 4.2 cm
Eristetyn nousuputken lämpömoduuli vastaa 1.3-arvoa 1.4: iin verrattuna normaaliin nousupolttimoodiin ja eristetyn nousuputken lämpömoduuli on 3.2 cm.
Eristetyn nousuputken eritelmä on «180 mm × 225 mm ja sen vakiomassa on 35 kg. Nousun nousun helpottamiseksi helppo leikata nostin on otettu käyttöön.





