
As placas de mandíbula fundidas bimetálico com aço de liga de alto carbono como camada de trabalho e aço de baixo carbono como camada de revestimento foram introduzidas. As amostras feitas de material de teste foram resfriadas isotermicamente a 260 ℃, 290 ℃ e 320 ℃ respectivamente, então sua dureza, tenacidade ao impacto, resistência ao desgaste foram testadas e a microestrutura de sua camada de junta foi observada. Os resultados mostraram que a amostra resfriada isotermicamente a 290 ℃ tem as melhores propriedades mecânicas e a perda de peso mínima de desgaste de carga dinâmica; a camada de junta do material de teste exibiu boa junção metalúrgica sem fenômeno de mistura de corrente. O teste prático de trabalho mostrou que a vida útil da placa de mandíbula bimetálica foi aumentada em 50% ~ 150% em comparação com a placa de mandíbula de aço com alto teor de manganês.
O britador de mandíbula usa principalmente a placa de mandíbula móvel para se aproximar periodicamente ou deixar a placa de mandíbula fixa, para que o material que entra na câmara de britagem seja comprimido, rachado e dobrado, e o minério seja esmagado e clivado sob ação de tensão de cisalhamento. O rosto está quebrado. Portanto, é necessário que a jangada tenha uma dureza inicial maior para resistir à ação de pressionar e cortar do abrasivo; e deve ter tenacidade suficiente para relaxar o estresse local próximo à fissura pela deformação da região, diminuindo assim a fissura. Formar e expandir. Por muito tempo, a maioria dos países nacionais e estrangeiros usa aço de alto teor de manganês para fazer a placa. Devido à baixa dureza inicial do aço de alto teor de manganês, embora tenha as características de endurecimento do trabalho, forma um arado no trabalho devido à boa deformação plástica da superfície. O desgaste prematuro da gangorra falha e a vida útil de um par de placas de aço de alto teor de manganês é de apenas 200 ~ 300 h.
Nossa fundição desenvolveu uma laje de fundição bimetálica com aço liga e forro de aço carbono. O sistema de fundição especial e o processo de fundição são usados para garantir a uniformidade e integridade da interface composta e torná-la uma boa organização e propriedades mecânicas.
Design de Composição
A composição química da face de trabalho é projetada como: w (C) 0.85%, w (Si) 1.2%, w (Mn) 1.75%, w (Cr) 3.50%, a superfície de não trabalho é aço de baixo carbono, o estrutura é bainita + austenita + martensita, e a fração relativa do volume pode ser de acordo com as diferentes condições de trabalho das peças. O ajuste apropriado é feito por um processo de tratamento térmico.
É fundido em forno de indução de média frequência 150 kg e 250 kg com uma temperatura de vazamento de 1 550 ° C, fundição em areia úmida e um pedaço de teste de 50 mm × 30 mm × 120 mm tamanho é fundido ao mesmo tempo que o mandíbula de montagem. O aço de baixo carbono é moldado primeiro, e após a solidificação até a espessura necessária para o processo, o aço de baixa liga de alto carbono é rapidamente vazado. A fim de garantir uma camada de ligação completa, diferentes taxas de resfriamento são usadas para controlar o estado de solidificação da frente de interface do material para garantir uma camada de superfície de trabalho com uma espessura total.
O tamanho da amostra de impacto é 10 mm × 10 mm × 55 mm sem intervalos. O tratamento térmico austenítico adota um forno de resistência do tipo caixa, a temperatura de austenitização é de 860 ° C, e a preservação do calor é de 60 min; a têmpera isotérmica utiliza nitrato de sódio 50% + nitrito de sódio 50%, e as temperaturas de austêmpera são 260 ° C e 290 ° C, respectivamente. , 320 ° C, retido por 30 min.
Resultados de testes e análises
Em 260 ° C, devido à menor temperatura de fusão, a capacidade de difusão de C é mais fraca, o tempo de difusão necessário para completar a transformação de bainita é maior e a distribuição de C na austenita não é uniforme e austenita rica em carbono estável não ser formado. No processo de resfriamento subsequente, a austenita com depleção de carbono se transforma em martensita, a quantidade de austenita retida é pequena e a fenda de ferrite bainítica resultante é pequena, de modo que a resistência ao impacto do material é baixa.
Quando a temperatura de austêmpera é aumentada para 290 ° C, a capacidade de difusão de C é aumentada, o sub-resfriamento da transformação de bainita é reduzido, e a diferença de energia livre entre a nova fase e a fase mãe é reduzida, o que é insuficiente para causar mais austenite para transformar. Em particular, é difícil transformar austenita de alto carbono com alta estabilidade, então o número de ferrita bainítica empacotada é reduzido, as ripas são alargadas, o espaçamento entre lajes é aumentado e a bainita inferior é anterior à martensita da austenita. A precipitação no corpo divide a austenita em várias partes, de modo que a martensita subsequentemente formada é confinada a uma faixa relativamente pequena, e a estrutura da martensita é refinada. Quando a fissura se propaga até o limite de martensita-bainita, a direção muda, a resistência à propagação de trinca é aumentada e a energia consumida é aumentada, aumentando assim a tenacidade do aço.
No entanto, quando a temperatura de austêmpera continua a aumentar para 320 ° C, há bainita inferior semelhante a uma agulha, mas a distribuição de tecido não é uniforme, o que faz com que a resistência ao impacto do material diminua.
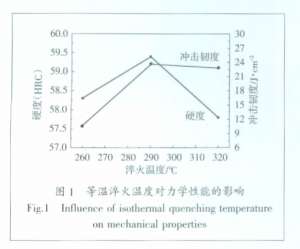
Por outro lado, à medida que a temperatura da austêmpera aumenta de 260 ° C para 290 ° C, a capacidade de obter estrutura de martensita é enfraquecida, a transformação da bainita é encurtada, a velocidade de transformação é acelerada e uma maior quantidade pode ser obtida na mesma Tempo. Bainita; ao mesmo tempo, existe uma certa quantidade de estrutura de martensita na matriz, o volume de martensita é maior que a austenita e a martensita parcialmente transformada divide a nucleação e o crescimento da bainita, formando várias regiões de fase. Relativamente pequena, a resistência à deformação do material é relativamente grande, a capacidade de endurecimento do trabalho é forte e um ajuste de alta tenacidade é facilmente obtido, então a resistência da bainita inferior na estrutura mista deve ser maior que a da inferior pura. bainita. Quando o número de bainite é muito grande, a força que diminui devido ao aumento na quantidade de bainite inferior neutraliza os efeitos acima mencionados, e a tendência de resistência e dureza diminui, e assim o pico de resistência e dureza. Contudo, à medida que a temperatura de extinção é ainda aumentada para 320 ° C, a capacidade de bainite é aumentada e a quantidade de martensite obtida é ainda reduzida, resultando numa diminuição da dureza.
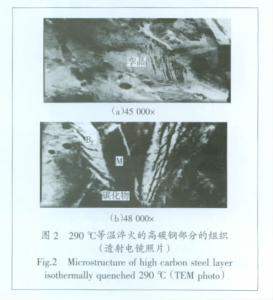
Fotografias de microscopia eletrônica de transmissão do aço de alto carbono composto após a têmpera isotérmica a 290 ° C para 40 min. A microscopia eletrônica de transmissão mostrou que a microestrutura do aço-teste foi de placas de ferrite bainítica e as membranas parasitárias distribuídas entre elas e a ilha MA. Na ilha MA, não apenas a austenita retida, mas também a martensita acicular da subestrutura dupla é usada para aumentar a resistência do material. Isto é consistente com a maior dureza da amostra após a têmpera isotérmica a 290 ° C.
Observação microestrutural
As peças produzidas pelo método de fundição composto bimetálico têm uma influência muito importante em combinação com sua vida útil. Para obter uma boa interface composta entre o aço de baixo carbono e o aço de liga de alto teor de carbono, a camada de compósito deve formar uma ligação metalúrgica efetiva. A figura 3 mostra a microestrutura da junta composta bimetálica. Pode ser visto que os dois metais estão bem ligados. Devido à cristalização do aço de baixo carbono durante a fundição de aço de alto carbono, sob a ação do aço de alta temperatura, o aço de baixo carbono é apenas uma camada muito fina de fusão da superfície, que é uma combinação sólido-líquido. , o aço de baixo carbono e o aço de alto carbono possuem vestígios óbvios de ligação, e sua estrutura de interface é densa, o que confirma que a camada de ligação intermediária é uma ligação metalúrgica efetiva, e não há fenômeno de mistura na interface composta.

A figura 4 mostra a análise do espectro de energia de diferentes partes da superfície da junta composta após resfriamento a 290 ° C para 40 min. As figuras (a) a (c) se movem ao longo da direção de aço de alto carbono para aço de baixo carbono. Pode-se observar que há difusão atômica na formação da região de interface e uma distribuição gradiente na região de interface. Devido ao efeito da difusão, elementos como C e Cr de aço de alto carbono se difundem em direção ao lado de baixa concentração, então as concentrações de elementos como C e Cr na região de ligação de interface da Fig. 4 diminuem da direita para a esquerda. Como a composição do aço de liga de alto carbono pós-fundido difere muito do aço de baixo carbono, os dois materiais passam por difusão e penetração de curta distância durante o processo de composição. Quando observado sob microscopia eletrônica de varredura, pode-se observar que a largura da região de interface é pequena, a região de transição geralmente tem apenas algumas dezenas de µm de largura e a forma é reta. Do aço de liga de alto carbono ao aço de baixo carbono, as mudanças dos elementos de liga são quase sempre combinadas. Concluído no intervalo de dezenas de μm na zona. Isso ocorre porque o processo de fundição compósito bimetálico especial de dois líquidos é adotado, e o tempo de vazamento da segunda camada de aço de alto carbono é basicamente definido no momento em que a primeira camada de aço de baixo carbono é substancialmente solidificada e a temperatura da o aço de alto carbono é alto. Ela não só pode fundir uniformemente uma pequena camada de aço de baixo carbono, mas também manter o líquido de aço de baixo carbono em um estado líquido por um certo período de tempo, impedindo que a superfície da camada de aço no local da junta bimetálica seja oxidada Temperatura alta. À medida que a temperatura diminui, a camada fina de aço de baixo carbono derretido e o aço de alto teor de carbono sequenciam, se cristalizam e crescem na superfície do aço de baixo carbono, e então completam todo o processo composto.

Efeito da temperatura de austemperação na resistência ao desgaste
A tabela 1 mostra os resultados do teste comparativo do aço de teste e do aço de alto teor de manganês. Após o mesmo tempo de uso, a temperatura de austêmpera do aço com uma temperatura de resfriamento constante de 290 ° C é a menor. À medida que a temperatura da austêmpera aumenta, o desgaste do aço primeiro diminui e depois sobe, e a perda de calor do aço de teste após o tratamento térmico é metade da do aço de alto teor de manganês.
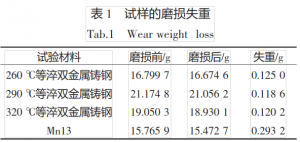
Quando a temperatura de austêmpera é 260 ° C, o material tem alta dureza, mas a tenacidade é relativamente baixa. Portanto, um grande número de trincas por fadiga ocorrerá sob a ação repetida da força externa da superfície do material, fazendo com que o material se desprenda; quando a temperatura de austêmpera é 290 ° C, o material tem boas propriedades estruturais e mecânicas. Portanto, ele pode resistir ao corte de grãos abrasivos de areia de quartzo durante o desgaste e pode reduzir o descascamento do metal de superfície e exibir melhor resistência ao desgaste. O aço com temperatura de austêmpera de 320 ° C tem boa tenacidade plástica e alta dureza, e os carbonetos dispersos têm maior dureza. Pode ser suportado na matriz e pode dificultar a penetração ou o corte de grãos abrasivos. Portanto, quando as partículas de areia de quartzo interagem com o metal base durante o processo de desgaste, o efeito de aragem não é óbvio, portanto a perda de material é relativamente pequena.
Teste de instalação
O ensaio de instalação da balsa de fundição composta bimetálica foi realizado em um britador PE-750 × 1060, que apresentou alta resistência ao desgaste em diferentes materiais abrasivos, em comparação com materiais similares de aço carbono de alto manganês. A vida útil do produto é aumentada em 50% ~ 150%.





