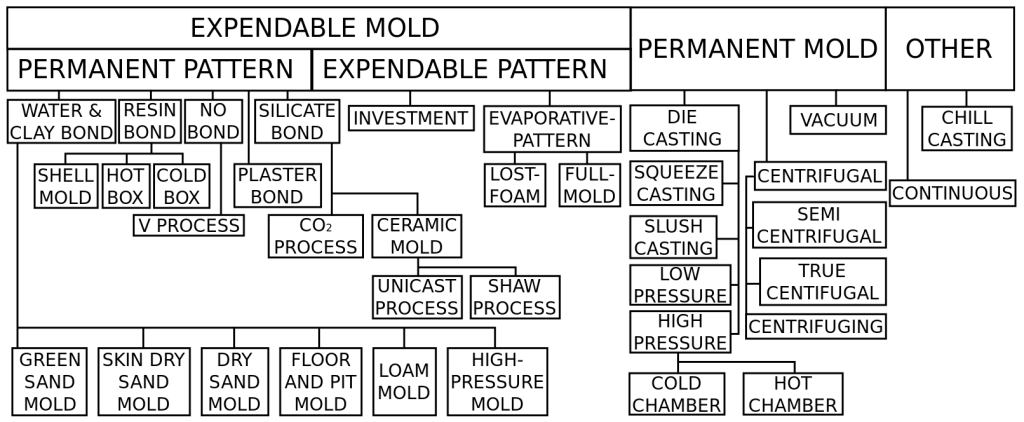
O processo de fundição descartável também é chamado processo de fundição de espuma perdida, que é adaptado para aço fundido, ferro fundido, alumínio fundido e outros fundições de metale grandes, médias e pequenas fundições de diferentes estruturas e uma variedade de materiais.
Placas de britador são as principais peças de desgaste do britador de mandíbulas. Nossa fundição usa o método EPC (Expendable Casting Process) para fundir a placa da mandíbula do britador de manganês.
Produzir condições
- Equipamento de fundição. Forno de indução de média freqüência 250kg, forro de magnésio fundido com areia e bauxita.
- Sistema de vácuo. Bomba de vácuo de anel de água SK-.7, tanque de pressão negativa 1.2m, tipo tubo de sucção de pele de cobra.
- Estação terremoto.
- O material padrão foi selecionado a partir de uma densidade de 0.018 g / c poliestireno (EPS) e moldado à mão.
- Revestimentos Revestimentos à base de água com pó de magnésia como agregado.
- Material de modelagem. 40 / 20 areia de sílica artificial.
- O material da placa da mandíbula é ZGMn13Cr2. A cal e o óxido de ferro no forno são usados para remover o fósforo. A fim de purificar o aço fundido, refinar os grãos e melhorar a forma e a distribuição das inclusões, o FeS iRE21 é usado para modificação na embalagem do forno.
- Tamanhos e pesos da placa de mandíbula. Placa móvel da maxila: 1000mm * 600mm * 75mm, peso: 250kg; Chapa fixa da maxila: 820mm * 600mm * 75mm, peso: 225kg
Produzir Processamento
- Fabricação de padrões. De acordo com a estrutura e requisitos de uso da placa da mandíbula do britador, usamos a moldagem manual. O método é fazer o modelo com precisão, posicionar o modelo na placa de espuma, cortá-lo com fio de aquecimento elétrico e depois montar e colar com látex branco. Para controlar a precisão do padrão, ferramentas especiais e ferramentas foram feitas. Depois que o padrão foi montado, foi terminado com uma lixa fina. O sistema de fundição é colado com fita dupla face.
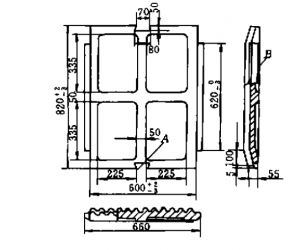
Estrutura da placa da mandíbula do britador
- Design Tecnológico. A espessura do revestimento da placa da mandíbula da face é de 30mm, as peças fundidas não são usinadas e a superfície deve ser lisa e plana, especialmente na superfície da junta B do britador. O nivelamento não é mais do que 3mm. Não deve haver areia pegajosa na ranhura em forma de rabo de andorinha A. A estrutura da laje pertence aos fundidos do tipo placa. A flutuabilidade plana é até 1300k, que é fácil de produzir defeitos de fundição como caixa colapsada e deformação. Ao mesmo tempo, o encolhimento do fio de aço de alto teor de manganês é de 2.6% a 3.0%. Cracking e deformação ocorrem, e a condutividade térmica é pobre, e o alimentador não precisa ser alimentado. Portanto, o esquema de processo adota um passo vertical de vazamento. As medidas técnicas adotadas são: aumentar a seção transversal do canal, por um lado, desempenhando o papel de simplicidade; por outro lado, formando um sistema de bloqueio fechado. A seção transversal da canaleta de entrada é 70m m × 70 mm, a seção transversal da entrada é 4Om m × 20ra m e a parte interna de F : 内F 内 = 1 : 0.33. Após as peças fundidas, a estrutura é compacta e não possui furos de contração. A ranhura em cauda de andorinha em A é um ângulo, que é fácil de produzir areia pegajosa, o que afeta diretamente a instalação da placa da mandíbula. Por esta razão, quando o tipo enterrado é preenchido com areia fina de malha 100 / 70 ou com uma pintura em pasta, o efeito é muito bom. Para reduzir a fissuração e a deformação, quando o tipo enterrado é preenchido com areia, a pressão negativa é aplicada quando a placa é solidificada. Quando a carcaça está fora da caixa, ela é imediatamente enterrada na areia seca para resfriamento.
- Processo de aplicação de pintura. O revestimento utilizado é um revestimento em pasta à base de água. Quando utilizada, a água é adicionada a uma densidade de 1.45 1.5g / cs, totalmente agitada, escovada duas vezes no plano maior da laje, escovada três vezes no soquete e o revestimento deve ser uniforme. Vampira e acumulação. O método de secagem é colocar um forno de aquecimento de ferro na sala de secagem, e o tubo de escape é enrolado na sala para facilitar a dissipação de calor. Há um termômetro na sala. Ajustando o amortecedor de ferro, a temperatura na sala de secagem é controlada entre 50-55 ~ C e o tempo de secagem é 46h. Para evitar a deformação do padrão, ao secar, o padrão é suspenso verticalmente no suporte de cabos feito por você mesmo.
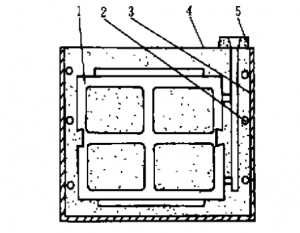
- Processo enterrado. Um tubo de sucção fixo é colocado na parede da caixa de areia, e a caixa de sucção da caixa de areia e o tanque de pressão negativa são conectados por uma junta rápida para levantar rapidamente a caixa de areia. Ao enterrar, primeiro preencha a areia na parte inferior da caixa para garantir que a espessura seja 100 ~ 150nrn, então posicione o modelo verticalmente na caixa de areia, preencha a areia até a altura 1 / 2, depois de agitar 70s, continue a encher a areia para a caixa cheia Então, enchimento de areia, agitação lateral, controle de tempo é 50 ~ 60s. Cubra o filme, coloque o copo e espere o vazamento.
- Derramando Process.EPC fundição, além de revestimento, é muito importante, a temperatura de vazamento, a pressão negativa, a velocidade de vazamento também é um parâmetro importante a ser controlado. Usamos vazamento rápido a baixa temperatura e a pressão negativa inicial é 0. 04M Pa, o processo de conversão é mantido em 0. 03M Pa. Após a conclusão do vazamento, a pressão negativa continua mins 10e depois de 1 hora, a fundição é içada e imediatamente enterrada na areia seca para manter a temperatura fria e lenta para reduzir a deformação. Como a caixa de areia da laje é de aproximadamente 100 m, é conveniente operar e a caixa de areia é colocada na cava.
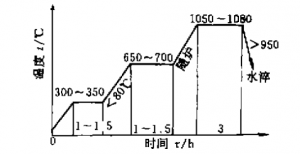
Tratamento Térmico Tecnológico
É bem conhecido que os aços com alto teor de manganês devem ter boa resistência ao desgaste e alta tenacidade, e devem ser submetidos a um tratamento de endurecimento por água para obter uma única estrutura de austenita. O método de tratamento térmico, combinamos o tratamento tradicional do forno com a têmpera direta da água. O forno reverberatório a carvão para aquecimento de peças fundidas é mostrado na figura. Depois que as peças são liberadas, elas são imediatamente empurradas para a piscina e resfriadas com água circulante. Um pneu macio de resíduos é colocado na piscina para evitar danos no fundo da piscina ou deformação da peça fundida. Esse processo é um processo maduro tradicional. Durante a operação, a temperatura sob 700C deve ser lenta, caso contrário, a fundição é fácil de quebrar. Na prática, ficou provado que a fundição de espuma perdida cria as condições para o resfriamento direto da água do as-cast. Após a caixa é aberta, a areia de fundição é raramente, repetimos tentativas, mais do que 30 pedaços de lajes e revestimentos de água extinta, o efeito é bom. O resfriamento direto da água do as-cast é a chave para o sucesso. A chave é dominar o momento de desembalar e o ângulo da água que entra na carcaça. Após o teste, os 18-20 minutos na água são mais adequados após o vazamento da balsa, a balsa deve ser inserida verticalmente na água e o resfriamento deve ser reforçado. A temperatura da água deve ser inferior a 45C. O tratamento da dureza da água pode ser verificado de acordo com as propriedades não magnéticas da austenite. Se o imã não absorver a peça fundida, a microestrutura é austenitizada ou uma pequena quantidade de carboneto é precipitada. Se o imã absorver a peça, deve ser reaquecido para realizar o tratamento de endurecimento da água.