
Otettiin käyttöön bimetallivaletut leukalevyt, joiden työkerroksena oli korkeahiilinen teräs ja vuorauskerroksena vähähiilinen teräs. Testimateriaalista valmistetut näytteet jäähdytettiin isotermisesti lämpötilassa 260 ℃, 290 ℃ ja 320 ℃, minkä jälkeen testattiin niiden kovuus, iskunkestävyys, kulutuskestävyys ja tarkkailtiin niiden liitoskerroksen mikrorakennetta. Tulokset osoittivat, että 290 ℃:ssa isotermisesti sammutetulla näytteellä on parhaat mekaaniset ominaisuudet ja pienin painohäviö dynaamisen kuormituksen kulumisesta; koemateriaalin liitoskerroksessa oli hyvä metallurginen liitos ilman virtaussekoittumisilmiötä. Käytännön työtesti osoitti, että bimetallisen leukalevyn käyttöikä piteni 50 % ~ 150 % verrattuna korkean mangaanipitoisen teräksen leukalevyyn.
Leukamurskain käyttää pääosin liikkuvaa leukalevyä kiinteän leukalevyn ajoittaiseen lähestymiseen tai poistumiseen siten, että murskauskammioon tuleva materiaali puristuu, jaetaan ja taivutetaan, ja malmi murskataan ja pilkotaan leikkausjännityksen vaikutuksesta. Kasvot ovat rikki. Siksi lautalla on oltava suurempi alkukovuus, jotta se vastaisi hioma-aineen puristus- ja leikkaustoimenpiteitä; ja sen pitäisi olla riittävän sitkeä, jotta se voi rentoutua paikallisen stressin läheisyydessä lähellä halkeamia alueen epämuodostumalla, mikä hidastaa halkeamia. Lomake ja laajenna. Useimmat kotimaiset ja ulkomaiset käyttävät pitkään pitkään korkeaa mangaaniterästä, jotta laatta saadaan. Korkean mangaaniteräksen alhaisen alkukovuuden takia, vaikka sillä on myös työ kovettumisen ominaisuudet, se muodostaa työssä aura hyvän pinnan muovin muuntumisen vuoksi. Kääntymisen ennenaikainen kuluminen epäonnistuu, ja korkean mangaaniteräskerroksen parin käyttöikä on vain 200 ~ 300 h.
Valimomme on kehittänyt bimetalivalun, jossa on seostettua terästä ja valettua hiiliterästä. Erityistä valujärjestelmää ja valuprosessia käytetään komposiittirajapinnan yhtenäisyyden ja eheyden varmistamiseen ja sen hyvään organisointiin ja mekaanisiin ominaisuuksiin.
Koostumuksen suunnittelu
Työpinnan kemiallinen koostumus on suunniteltu seuraavasti: w (C) 0.85%, w (Si) 1.2%, w (Mn) 1.75%, w (Cr) 3.50%, ei-työpinta on vähähiilinen teräs, rakenne on bainiitti + austeniitti + martensiitti, ja suhteellinen tilavuusfraktio voi olla eri osien työolosuhteiden mukainen. Asianmukainen säätö tehdään lämpökäsittelyprosessilla.
Se sulatetaan 150 kg: n ja 250 kg: n keskitaajuisen induktiouunissa, jonka valutuslämpötila on 1 550 ° C, märkähiekan valu ja testikappale, jonka koko on 50 mm × 30 mm × 120 mm. kiinnitysleuka. Alhaisen hiiliteräksen teräs valetaan ensin ja sen jälkeen, kun se on kiinteytetty prosessin edellyttämään paksuuteen, korkeahiilinen seostettu teräs kaadetaan nopeasti. Täydellisen sidoskerroksen varmistamiseksi käytetään erilaisia jäähdytysnopeuksia materiaalirajapinnan etuosan jähmettymystilan säätämiseksi, jotta varmistetaan työpintakerroksen koko paksuus.
Iskunäytteen koko on 10 mm × 10 mm × 55 mm ilman aukkoja. Austeniittinen lämpökäsittely ottaa käyttöön laatikkotyyppisen vastusuunin, austeniittinen lämpötila on 860 ° C, ja lämpösäilytys on 60 min; isoterminen sammutus käyttää natriumnitraattia 50% + natriumnitriitti 50% -suolahauteella, ja austemperaa- tiolämpötilat ovat vastaavasti 260 ° C ja 290 ° C. , 320 ° C, pito 30 min.
Testitulokset ja analyysi
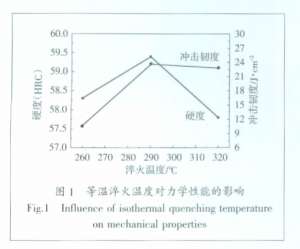
260 ° C: ssa alhaisemman lämpötilan vuoksi C: n diffuusiokapasiteetti on heikompi, bainiitin muuntamisen loppuunsaattamiseen tarvittava diffuusioaika on pidempi ja C: n jakauma austeniitissa ei ole yhtenäinen, eikä stabiili hiilirikkaan austeniitti voi olla muodostuu. Seuraavassa jäähdytysprosessissa hiilidioksidipäästöjä aiheuttava austeniitti muuttuu martensiitiksi, säilytetyn austeniitin määrä on pieni, ja tuloksena oleva bainiittinen ferriittilanka on pieni, joten materiaalin iskunkestävyys on alhainen.
Kun austemperointilämpötila nostetaan 290 ° C: een, C: n diffuusiokyky paranee, bainiitin muuntamisen alijäähdytys vähenee ja vapaan energian ero uuden vaiheen ja vanhemman vaiheen välillä vähenee, mikä ei riitä aiheuttamaan lisää austeniitti transformoitua. Erityisesti on vaikea muuntaa korkean hiilen austeniittia suurella stabiilisuudella, joten niputetun bainiittirriitin lukumäärä pienenee, liuskat laajennetaan, välilevyjen väli kasvaa ja alempi bainiitti on ennen martensiittia austeniitista. Saostuminen kehossa jakaa austeniitin useisiin osiin, niin että myöhemmin muodostunut martensiitti rajoittuu suhteellisen pieneen alueeseen, ja martensiittirakenne puhdistetaan. Kun halkeama etenee martensiitti-bainiittirajaan, suunta muuttuu, repeämiskestävyys lisääntyy ja kulutettu energia lisääntyy, mikä lisää teräksen sitkeyttä.
Kuitenkin, kun austemperointilämpötila nousee edelleen 320 ° C: een, on hieno neulamainen alempi bainiitti, mutta kudosjakauma ei ole yhtenäinen, mikä aiheuttaa materiaalin iskunkestävyyden pienenemisen.
Toisaalta, koska austemperointilämpötila nousee 260 ° C: sta 290 ° C: een, kyky saada martensiittirakenne heikkenee, bainiitin muunnos lyhenee, muunnosnopeus kiihtyy ja suurempi määrä voidaan saada samasta aika. bainite; samanaikaisesti matriisissa on tietty määrä martensiittirakennetta, martensiittitilavuus on suurempi kuin austeniitti, ja osittain transformoitu martensiitti jakaa bainiitin nukleaation ja kasvun muodostamalla erilaisia faasialueita. Suhteellisen pieni, materiaalin käsittelyn muodonmuutosvastus on suhteellisen suuri, työkovettumiskyky on vahva ja korkea sitkeys soveltuu helposti, joten alemman bainiitin lujuuden tulisi olla suurempi kuin puhtaan alemman bainiittiä. Kun bainiitin määrä on liian suuri, alemman bainiitin määrän kasvusta johtuva voimakkuus vastustaa edellä mainittuja vaikutuksia, ja lujuuden ja kovuuden taipumus pienenee ja siten vahvuus ja kovuuspiikki. Kuitenkin, koska sammutuslämpötila nostetaan edelleen 320 ° C: een, bainiittikyky paranee ja saadun martensiitin määrä vähenee edelleen, mikä johtaa kovuuden vähenemiseen.
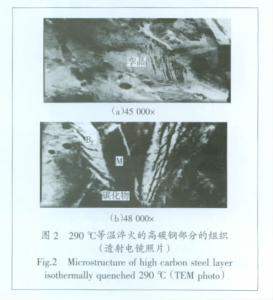
Lähetyselektronimikroskooppikuvat komposiittista korkean hiiliteräksen jälkeen isotermisen sammuttamisen jälkeen 290 ° C: ssa 40 min. Lähetyselektronimikroskopia osoitti, että testiteräksen mikrorakenne oli bainiittinen ferriittilevyt ja niiden ja MA-saarten välillä jakautuneet loiskalvot. MA-saarella ei ainoastaan säilytettyä austeniittia vaan myös kaksoisalustan acicular martensiittia käytetään materiaalin lujuuden lisäämiseen. Tämä vastaa näytteen korkeampaa kovuutta isotermisen sammuttamisen jälkeen 290 ° C: ssa.
Mikrorakenteinen havainto
Bimetallikomposiittivalumenetelmällä tuotetuilla osilla on erittäin tärkeä vaikutus yhdessä niiden käyttöiän kanssa. Hyvän komposiittirajapinnan aikaansaamiseksi vähähiilisen teräksen ja korkean hiilen seostetun teräksen välillä komposiittikerroksen on muodostettava tehokas metallurginen sidos. Kuva 3 esittää bimetallisen komposiittiliitoksen mikrorakenteen. Voidaan nähdä, että nämä kaksi metallia ovat hyvin sidottuja. Alhaisen hiiliteräksen kiteyttämisen aikana korkean hiiliteräksen valun aikana korkean lämpötilan teräksen vaikutuksesta vähähiilinen teräs on vain hyvin ohut kerros sulaa, joka on kiinteä-neste-yhdistelmä, joten kiinteytymisprosessissa Hiiliteräksellä ja alhaisella hiiliteräksellä on ilmeiset sidosjäljet, ja sen liitäntärakenne on tiheä, mikä vahvistaa, että välikytkentäkerros on tehokas metallurginen sidos ja komposiittirajapinnassa ei ole sekoitusilmiötä.

Kuvio 4 esittää komposiittiliitoksen pinnan eri osien energiaspektrianalyysin sammuttamisen jälkeen 290 ° C: ssa 40 min. Kuviot (a) - (c) liikkuvat pitkin korkean hiiliteräksen terästä matalan hiiliteräksen kanssa. Voidaan nähdä, että rajapinta-alueen muodostamisessa ja liityntäalueella on gradienttijakauma atomisidiffuusiolla. Diffuusion vaikutuksesta johtuen korkean hiiliteräksen C- ja Cr-elementit diffundoituvat alhaisen pitoisuuden puolelle, joten elementtien, kuten C- ja Cr-pitoisuuksien pitoisuus kuvion 4 rajapinta-alueella pienenee oikealta vasemmalle. Koska valettu korkean hiilen seostetun teräksen koostumus eroaa suuresti alhaisen hiiliteräksen teräksen koostumuksesta, nämä kaksi materiaalia läpikäyvät lyhyen etäisyyden diffuusion ja tunkeutumisen yhdistämisprosessin aikana. Kun havaitaan pyyhkäisyelektronimikroskopiassa, voidaan nähdä, että rajapinta-alueen leveys on pieni, siirtymäalue on yleensä vain muutama kymmenen μm leveä ja muoto on suora. Korkeasta hiiliteräksestä valmistetusta teräksestä vähähiiliseen teräkseen seostuselementtien muutokset yhdistyvät lähes aina. Valmistettu alueella, joka on kymmeniä μm. Tämä johtuu siitä, että erityinen kaksi-nestemäinen bimetalikomposiittivalumenetelmä on otettu käyttöön, ja toisen korkean hiiliteräksen kerroksen kaatumisaika on periaatteessa asetettu siihen aikaan, kun ensimmäinen vähähiiliteräksen kerros on olennaisesti jähmettynyt ja lämpötila on korkea hiiliteräs on korkea. Se ei voi vain tasaisesti sulaa pienen hiilipitoisen teräksen kerroksen, vaan myös pitää matalan hiiliteräksen sisältävän nesteen nestemäisessä tilassa tietyn ajan, estäen teräskerroksen pinnan bimetaaliliitoskohdassa hapettumasta. korkea lämpötila. Kun lämpötila laskee, sulan matalan hiiliteräksen ohut kerros ja korkea hiiliteräs tuovat peräkkäin yhteen, kiteytyvät ja kasvavat vähähiilisen teräksen pinnalla ja suorittavat sitten koko komposiittimenetelmän.

Lämpötilan lämpötilan vaikutus kulutuskestävyyteen
Taulukko 1 esittää testiteräksen ja korkean mangaaniteräksen vertailutestin tulokset. Saman kulumisajan jälkeen teräksen lämpö- lämpötila, jonka 290 ° C: n lämpötila on pysyvä, on pienin. Kun lämpötila kohoaa, teräksen kuluminen alenee ja nousee, ja testiteräksen lämpöhäviö lämpökäsittelyn jälkeen on puolet korkean mangaaniteräksen kuumuudesta.
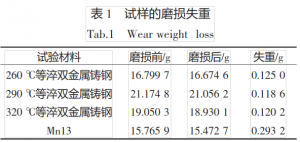
Kun lämpötilan lämpötila on 260 ° C, materiaalilla on korkea kovuus, mutta sitkeys on suhteellisen alhainen. Siksi materiaalin pinnan ulkoisen voiman toistuvassa toiminnassa esiintyy suuri määrä väsymishalkeamia, mikä aiheuttaa materiaalin irtoamisen; kun lämpötilan lämpötila on 290 ° C, materiaalilla on hyvät rakenteelliset ja mekaaniset ominaisuudet. Siksi se voi vastustaa kvartsihiekan hiomarakeiden leikkausta kulumisen aikana ja vähentää pintamateriaalin kuorintaa ja aiheuttaa paremman kulumiskestävyyden. 320 ° C: n lämpölämpötilassa olevalla teräksellä on hyvä muovinen sitkeys ja korkea kovuus, ja dispergoidut karbidit ovat kovempia. Se voidaan tukea matriisissa ja se voi haitata hankaavien jyvien tunkeutumista tai leikkaamista. Siksi, kun kvartsihiekan hiukkaset ovat vuorovaikutuksessa perusmetallin kanssa kulumisprosessin aikana, kyntovaikutus ei ole ilmeinen, joten materiaalihäviö on suhteellisen pieni.
Asennustesti
Bimetallikomposiittivalurautan asennustesti suoritettiin PE-750 × 1060 -murskaimella, joka osoitti suurta kulutuskestävyyttä eri hioma-aineissa verrattuna vastaaviin korkean mangaaniteräksen materiaaleihin. Tuotteen käyttöikää korotetaan 50% ~ 150%.





