
De acuerdo con las características estructurales y la demanda técnica de la placa de acero con alto contenido de manganeso en forma de U, el artículo analiza el diseño tecnológico moldeado de la placa de mandíbula en forma de U. Presenta principalmente el método que utiliza el módulo para definir los estándares de una cabeza de elevación y analiza el control del primer tamaño del borde, así como la prevención del crujido de fundición utilizando la tecnología del sistema de fundición en escalera, circular y abrir a través del corredor y el corredor interno de dispersión, puede garantizar La calidad inherente de la fundición.
Las placas de mandíbula son las principales partes de la trituradora de mandíbula en la maquinaria. La placa de mordaza en forma de U son las piezas de la trituradora de cono PYB 1650, dibujos detallados, verifique a continuación:
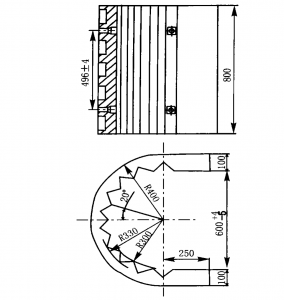
Dibujo de la estructura de la placa en forma de U
Sus tamaños: 800 mm × 650 mm × 800 mm, espesor: 70 mm, peso: 850 kg
Procesamiento de fundición
La tasa de contracción de solidificación del acero con alto contenido de manganeso es aproximadamente 615%, y el espesor de la pared de las piezas de fundición es grande, y la tendencia de las cavidades de contracción es grande; la contracción de la línea libre es 214% ~ 310%, la conductividad térmica es pobre, la tensión térmica y la contracción son grandes, y las piezas fundidas se solidifican y se enfrían. El proceso es a menudo agrietado debido a la contracción. El fondo en forma de U es el sitio de concentración de tensión donde la grieta tiende a ser la más grande. El cuerpo de fundición tiene una estructura en forma de U, y el tamaño del extremo abierto se supera fácilmente por la desviación de la fundición debido a la deformación por contracción de la fundición.
Esquema de Tecnología de Fundición
De acuerdo con los requisitos técnicos y el análisis del proceso de fundición, el plan de proceso de fundición se selecciona de la siguiente manera: la superficie del diente, la instalación y la superficie de montaje están ubicadas en el lateral. La solución no solo garantiza la calidad de la pieza fundida, sino que también la calidad de la superficie de montaje, realiza el principio de solidificación secuencial y es ventajosa para obtener piezas fundidas densas y sólidas.
Para garantizar la calidad de las piezas fundidas y, al mismo tiempo, teniendo en cuenta la conveniencia de la operación, se establecen dos superficies de separación, es decir, las cajas superior, media e inferior están divididas. La caja superior es el elevador y la parte de la puerta superior, la caja central es la parte de la cavidad de fundición, y la caja inferior es la cabeza del núcleo y la parte de la puerta inferior. Las cajas superior e inferior tienen forma de caja de arena normal, y la caja central es una forma de núcleo. Con el fin de garantizar la precisión dimensional de las piezas fundidas, se utiliza arena de vidrio endurecido con éster orgánico endurecido, y la superficie de la cavidad se cepilla con un recubrimiento de magnesia a base de alcohol.
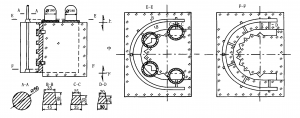
Esquema de Tecnología de Fundición
Cálculo del diseño del sistema de puerta.
De acuerdo con el análisis de procesabilidad de las piezas fundidas y las características de rendimiento de la pieza fundida del acero con alto contenido de manganeso, el diseño del sistema de puerta sigue los siguientes principios: se debe garantizar que el acero fundido ingrese a la cavidad de manera uniforme, rápida y sin problemas; es beneficioso controlar la solidificación secuencial y la distribución razonable del campo de temperatura de la pieza fundida; Evitar el sobrecalentamiento local.
Debido a la gran altura de la fundición. Por lo tanto, se utiliza un sistema de puerta escalonada. Es decir, en primer lugar, el acero fundido se alimenta a la cavidad desde el corredor inferior, y cuando el acero fundido se eleva a una altura, la compuerta superior se introduce en la cavidad. Evita las deficiencias del acero fundido que impacta directamente en el fondo de la cavidad y es beneficioso para el escape y la escoria, y también asegura la solidificación secuencial del acero fundido.
El sistema de puerta se coloca en el exterior de la forma de U. El bebedero se encuentra en la parte inferior de la forma de U, que conecta dos capas de bebederos, y el corredor es simétrico. Ambas capas de corredores están diseñadas para tener una abertura anular con la misma dirección de apertura que la abertura de fundición.
De este modo, se evita que se obstaculice la estructura rígida global y la contracción de la pieza fundida. La parte inferior de la guía inferior está distribuida uniformemente con seis guías internas para lograr el propósito de dispersar la sección caliente y el relleno suave. La parte inferior del corredor superior está distribuida uniformemente con cuatro puertas internas para ingresar a la cavidad desde la raíz del tubo ascendente para mejorar la elevación del tubo ascendente. Efecto de contracción.
Componente del sistema de vertido de la sección transversal.
Para garantizar que el acero fundido se inyecte en la cavidad de abajo hacia arriba, uno de los requisitos previos es que el área de la sección transversal total de cada corredor debe ser mayor que el área de la sección transversal del bebedero para evitar que el corredor superior De ser inyectado prematuramente. El acero fundido, pero el corredor interno es demasiado grande, el acero fundido es fácil de inhalar el gas y de introducir las inclusiones, por lo que debe adoptarse un sistema de fundición abierto adecuado, y la relación del área de la sección transversal de los componentes es :
∑F 包 ∶∑F 直 ∶∑F 横 ∶∑F 内 = 1∶ (1. 9) ∶2∶ (2. 4)
- ∑F 包 = 15. 9 cm2
- ∑F 直 = 30. 2 cm2
- ∑F 横 = 31. 8 cm2
- ∑F 内 = 3812 cm2
Cálculo del diseño del sistema Riser
Una de las condiciones para obtener una fundición densa es que el tiempo de solidificación del tubo ascendente debe ser más largo que el tiempo de solidificación de la fundición, es decir, para satisfacer:
MR ≥1.2 MC
- MR es el módulo del tubo ascendente (cm)
- MC es el módulo de la colada (cm)
Expanda el diagrama de fundición para aproximarse a la estructura en forma de placa, tomando el espesor promedio de la pared δ = 7.0 cm
MC = 7.0 ÷ 2 = 3.5 cm
MR ≥1.2 × 3.5 = 4.2 cm
El módulo térmico del elevador aislado es equivalente a 1.3 y 1.4 multiplicado por el módulo normal del elevador, y el módulo térmico del elevador aislado es 3.2 cm.
La especificación del elevador aislado es «180 mm × 225 mm y su masa estándar es 35 kg. Con el fin de facilitar el ascenso del elevador, se adopta el elevador fácil de cortar.





