
Se introdujeron las placas de mandíbula de fundición bimetálica con acero aleado con alto contenido de carbono como capa de trabajo y acero con bajo contenido de carbono como capa de revestimiento. Las muestras hechas de material de prueba se templaron isotérmicamente a 260 ℃, 290 ℃ y 320 ℃ respectivamente, luego se probaron su dureza, tenacidad al impacto, resistencia al desgaste y se observó la microestructura de su capa de unión. Los resultados mostraron que la muestra templada isotérmicamente a 290 ° C tiene las mejores propiedades mecánicas y la mínima pérdida de peso de carga dinámica; la capa de unión del material de prueba exhibió una buena unión metalúrgica sin fenómeno de mezcla de corrientes. La prueba de trabajo práctica mostró que la vida útil de la placa de mandíbula bimetálica se incrementó en un 50% ~ 150% en comparación con la placa de mandíbula de acero con alto contenido de manganeso.
La trituradora de mandíbulas utiliza principalmente la placa de mordaza móvil para acercarse o abandonar periódicamente la placa de mordaza fija, de modo que el material que ingresa a la cámara de trituración se comprime, se divide y se dobla, y el mineral se tritura y se escinde bajo la acción del esfuerzo cortante. La cara esta rota Por lo tanto, se requiere que la balsa tenga una mayor dureza inicial para resistir la acción de presión y cizallamiento del abrasivo; y debería tener suficiente resistencia para relajar la tensión local cerca de la grieta debido a la deformación de la región, lo que ralentiza la grieta. Formar y expandir. Durante mucho tiempo, la mayoría de los países nacionales y extranjeros utilizan acero de alto manganeso para hacer la losa. Debido a la baja dureza inicial del acero de alto manganeso, aunque tiene las características de endurecimiento por trabajo, forma un arado en el trabajo debido a la buena deformación plástica de la superficie. El desgaste prematuro del balancín falla, y la vida útil de un par de losas de acero de alto manganeso es solo 200 ~ 300 h.
Nuestra fundición ha desarrollado una losa de fundición bimetálica con acero aleado y acero al carbono fundido de revestimiento. El sistema de fundición especial y el proceso de fundición se utilizan para garantizar la uniformidad e integridad de la interfaz compuesta y hacer que tenga una buena organización y propiedades mecánicas.
Diseño de composición
La composición química de la cara de trabajo está diseñada como: w (C) 0.85%, w (Si) 1.2%, w (Mn) 1.75%, w (Cr) 3.50%, la superficie que no funciona es acero con bajo contenido de carbono, la estructura es bainita + austenita + martensita, y la fracción de volumen relativa puede ser de acuerdo con las diferentes condiciones de trabajo de las partes. El ajuste apropiado se realiza mediante un proceso de tratamiento térmico.
Se funde en un horno de inducción de media frecuencia de 150 kg y 250 kg con una temperatura de vertido de 1 550 ° C, fundición en arena húmeda y una pieza de prueba de 50 mm × 30 mm × 120 mm. El tamaño se moldea al mismo tiempo que mandíbula de montaje. El acero con bajo contenido de carbono se moldea primero, y luego de la solidificación al espesor requerido para el proceso, el acero de baja aleación y alto contenido de carbono se vierte rápidamente. Para garantizar una capa de unión completa, se utilizan diferentes velocidades de enfriamiento para controlar el estado de solidificación del frente de interfaz del material para asegurar una capa de superficie de trabajo con un espesor completo.
El tamaño de la muestra de impacto es 10 mm × 10 mm × 55 mm sin espacios. El tratamiento térmico austenítico adopta un horno de resistencia de tipo caja, la temperatura de austenización es 860 ° C, y la preservación del calor es 60 min; el enfriamiento isotérmico utiliza nitrato de sodio 50% + nitrito de sodio 50% horno de baño de sal, y las temperaturas de conservación son 260 ° C y 290 ° C, respectivamente. , 320 ° C, manteniendo para 30 mín.
Resultados de la prueba y análisis
En 260 ° C, debido a la menor temperatura de austempering, la capacidad de difusión de C es más débil, el tiempo de difusión requerido para completar la transformación de bainita es más largo, y la distribución de C en austenita no es uniforme, y la austenita rica en carbono estable no puede Ser formado. En el proceso de enfriamiento posterior, la austenita empobrecida en carbono se transforma en martensita, la cantidad de austenita retenida es pequeña y la fibra de ferrita bainítica resultante es pequeña, por lo que la resistencia al impacto del material es baja.
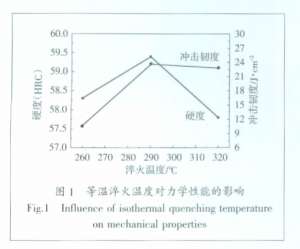
Cuando la temperatura de austempering se eleva a 290 ° C, se mejora la capacidad de difusión de C, se reduce el subenfriamiento de la transformación de bainita y se reduce la diferencia de energía libre entre la nueva fase y la fase principal, lo cual es insuficiente para causar más Austenita para transformar. En particular, es difícil transformar la austenita con alto contenido de carbono con una alta estabilidad, por lo que se reduce el número de ferrita bainítica agrupada, las lamas se ensanchan, se incrementa la separación entre las losas y la bainita inferior es anterior a la martensita de la austenita. La precipitación en el cuerpo divide la austenita en varias partes, de modo que la martensita formada posteriormente se limita a un rango relativamente pequeño, y la estructura de la martensita se refina. Cuando la grieta se propaga al límite de martensita-bainita, la dirección cambia, la resistencia a la propagación de la grieta aumenta y la energía consumida aumenta, lo que aumenta la tenacidad del acero.
Sin embargo, cuando la temperatura de austempering continúa aumentando a 320 ° C, hay una bainita inferior con forma de aguja fina, pero la distribución del tejido no es uniforme, lo que hace que la resistencia al impacto del material disminuya.
Por otro lado, a medida que la temperatura de austempering aumenta de 260 ° C a 290 ° C, la capacidad de obtener la estructura de martensita se debilita, la transformación de bainita se acorta, la velocidad de transformación se acelera y se puede obtener una mayor cantidad de la misma. hora. Bainita; al mismo tiempo, existe una cierta cantidad de estructura de martensita en la matriz, el volumen de martensita es más grande que la austenita y la martensita parcialmente transformada divide la nucleación y el crecimiento de la bainita, formando varias regiones de fase. Relativamente pequeña, la resistencia a la deformación de procesamiento del material es relativamente grande, la capacidad de endurecimiento en el trabajo es fuerte y se obtiene fácilmente un ajuste de alta resistencia, por lo que la resistencia de la bainita inferior en la estructura mixta debe ser mayor que la de la inferior pura. bainita Cuando el número de bainita es demasiado grande, la resistencia que disminuye debido al aumento en la cantidad de bainita inferior contrarresta los efectos mencionados anteriormente, y la tendencia de resistencia y dureza disminuye, y por lo tanto el pico de resistencia y dureza. Sin embargo, a medida que la temperatura de enfriamiento aumenta más a 320 ° C, la capacidad de la bainita aumenta y la cantidad de martensita obtenida se reduce aún más, lo que resulta en una disminución de la dureza.
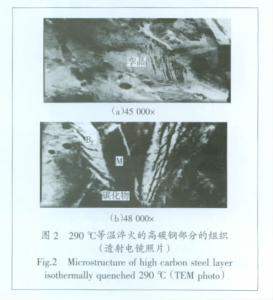
Fotografías de microscopía electrónica de transmisión del acero compuesto con alto contenido de carbono después del enfriamiento isotérmico a 290 ° C para 40 mín. La microscopía electrónica de transmisión mostró que la microestructura del acero de prueba era placas de ferrita bainítica y las membranas parásitas distribuidas entre ellas y la isla MA. En la isla MA, no solo se utiliza la austenita retenida sino también la martensita acicular de la subestructura gemela para aumentar la resistencia del material. Esto es consistente con la mayor dureza de la muestra después del enfriamiento isotérmico a 290 ° C.
Observación microestructural
Las piezas producidas por el método de fundición compuesta bimetal tienen una influencia muy importante en combinación con su vida útil. Para obtener una buena interfaz compuesta entre el acero con bajo contenido de carbono y el acero aleado con alto contenido de carbono, la capa compuesta debe formar un enlace metalúrgico efectivo. La figura 3 muestra la microestructura de la junta compuesta bimetálica. Se puede ver que los dos metales están bien unidos. Debido a la cristalización del acero con bajo contenido de carbono durante la fundición del acero con alto contenido de carbono, bajo la acción del acero a alta temperatura, el acero con bajo contenido de carbono es solo una capa muy delgada de fusión de la superficie, que es una combinación sólido-líquido, por lo que en el proceso de solidificación El acero bajo en carbono y el acero alto en carbono tienen trazas de unión obvias, y su estructura de interfaz es densa, lo que confirma que la capa de unión intermedia es un enlace metalúrgico efectivo, y no hay ningún fenómeno de mezcla en la interfaz compuesta.

La Figura 4 muestra el análisis del espectro de energía de diferentes partes de la superficie de la junta compuesta después de la extinción a 290 ° C para 40 mín. Las figuras (a) a (c) se mueven a lo largo de la dirección del acero con alto contenido de carbono al acero con bajo contenido de carbono. Se puede ver que hay una difusión atómica en la formación de la región de la interfaz y una distribución de gradiente en la región de la interfaz. Debido al efecto de la difusión, elementos como C y Cr de acero con alto contenido de carbono se difunden hacia el lado de baja concentración, por lo que las concentraciones de elementos como C y Cr en la región de unión de la interfaz de la Fig. 4 disminuyen de derecha a izquierda. Dado que la composición del acero de aleación de alto carbono post-fundido difiere mucho de la del acero de bajo carbono, los dos materiales se someten a difusión y penetración a corta distancia durante el proceso de composición. Cuando se observa bajo microscopía electrónica de barrido, se puede ver que el ancho de la región de la interfaz es pequeño, la región de transición es generalmente de unas pocas decenas de μm de ancho y la forma es recta. Desde el acero de aleación de alto carbono hasta el acero de bajo carbono, los cambios de los elementos de aleación casi siempre se combinan. Completado en el rango de decenas de μm en la zona. Esto se debe a que se adopta el proceso especial de fundición compuesto bimetálico de dos líquidos, y el tiempo de vertido de la segunda capa de acero con alto contenido de carbono se establece básicamente en el momento en que la primera capa de acero con bajo contenido de carbono se solidifica sustancialmente, y la temperatura del El acero con alto contenido de carbono es alto. No solo puede derretir uniformemente una pequeña capa de acero con bajo contenido de carbono, sino que también mantiene el líquido del acero con bajo contenido de carbono en estado líquido durante un cierto período de tiempo, impidiendo que la superficie de la capa de acero en el sitio de la junta bimetálica se oxide a una temperatura reducida. alta temperatura. A medida que la temperatura disminuye, la capa delgada de acero de bajo carbono fundido y el acero de alto carbono se nuclean, cristalizan y crecen secuencialmente en la superficie del acero de bajo carbono, y luego completan todo el proceso compuesto.

Efecto de la temperatura de austempering sobre la resistencia al desgaste.
La Tabla 1 muestra los resultados de la prueba comparativa del acero de prueba y el acero de alto manganeso. Después del mismo tiempo de uso, la temperatura de austempering del acero con una temperatura de enfriamiento constante de 290 ° C es la más pequeña. A medida que aumenta la temperatura, el desgaste del acero primero disminuye y luego aumenta, y la pérdida de calor del acero de prueba después del tratamiento térmico es la mitad de la del acero de alto manganeso.
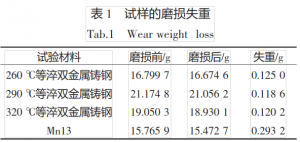
Cuando la temperatura de austempering es 260 ° C, el material tiene una dureza alta, pero la tenacidad es relativamente baja. Por lo tanto, se producirá una gran cantidad de grietas por fatiga bajo la acción repetida de la fuerza externa de la superficie del material, lo que provocará que el material se desprenda; cuando la temperatura de austempering es 290 ° C, el material tiene buenas propiedades estructurales y mecánicas. Por lo tanto, puede resistir el corte de granos abrasivos de arena de cuarzo durante el desgaste y puede reducir el desprendimiento de la superficie del metal y exhibir una mejor resistencia al desgaste. El acero con una temperatura agradable de 320 ° C tiene una buena tenacidad plástica y una alta dureza, y los carburos dispersos tienen una mayor dureza. Puede apoyarse en la matriz y puede dificultar la penetración o el corte de granos abrasivos. Por lo tanto, cuando las partículas de arena de cuarzo interactúan con el metal base durante el proceso de desgaste, el efecto de arado no es obvio, por lo que la pérdida de material es relativamente pequeña.
Prueba de instalación
La prueba de instalación de la balsa de fundición de material compuesto bimetal se llevó a cabo en una trituradora PE-750 × 1060, que mostró una alta resistencia al desgaste en diferentes materiales abrasivos, en comparación con materiales similares de acero al carbono con alto contenido de manganeso. La vida útil del producto aumenta en 50% ~ 150%.





