
В соответствии с конструктивными характеристиками и технологическими требованиями U-образного высокомарганцовистого стального листа в статье обсуждается литой технологический дизайн U-образного кулачкового листа. Он в основном представляет метод использования модуля для определения стандартов подъемной головки и обсуждает первый контроль размера кромки, а также предотвращение растрескивания литья с использованием технологии лестничной системы литья, круговой и открытой поперек направляющей и внутренней направляющей с дисперсией, это может гарантировать присущее качество литья.
Челюсти Пластины являются основными части щековой дробилки в технике. Плита U-образной формы является частью конусной дробилки PYB 1650, подробные чертежи, пожалуйста, проверьте ниже:
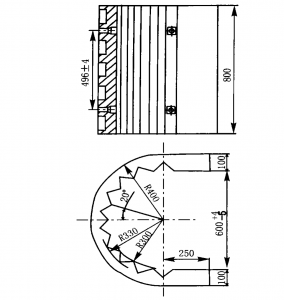
Структурный чертеж U-образной пластины
Размеры: 800 мм × 650 мм × 800 мм, толщина: 70 мм, вес: 850 кг.
Технологичность литья
Коэффициент усадки при затвердевании стали с высоким содержанием марганца составляет около 615%, толщина стенок отливок велика, а тенденция усадочных полостей велика; усадка по свободной линии составляет 214% ~ 310%, теплопроводность низкая, тепловое напряжение и напряжение усадки велики, а отливки затвердевают и охлаждаются. Процесс часто трещины из-за усадки. U-образное дно является местом концентрации напряжений, где трещина имеет тенденцию быть самой большой. Литой корпус имеет U-образную структуру, а размер открытого конца легко превышает отклонение отливки из-за усадки деформации отливки.
Схема литейных технологий
В соответствии с техническими требованиями и анализом процесса отливок план процесса отливки выбирается следующим образом: поверхность зуба, поверхность установки и монтажная поверхность расположены сбоку. Решение не только гарантирует качество отливки, но также гарантирует качество монтажной поверхности, реализует принцип последовательного отверждения и является преимуществом для получения плотных и прочных отливок.
Для обеспечения качества отливок и в то же время с учетом удобства эксплуатации установлены две разделительные поверхности, то есть верхний, средний и нижний ящики разделены. Верхняя коробка - это стояк и верхняя часть затвора, средняя коробка - это часть полости отливки, а нижняя коробка - это головка сердечника и нижняя часть затвора. Верхний и нижний ящики имеют обычную форму песочницы, а средний - сердцевину. Для обеспечения точности размеров отливок используется самоотвердевающий песок из отвержденного органического сложного жидкого стекла, а поверхность полости покрывается магнезиальным покрытием на спиртовой основе.
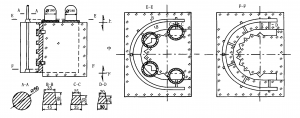
Схема литейных технологий
Расчет конструкции системы ворот
В соответствии с анализом обрабатываемости отливок и характеристиками характеристик литья из стали с высоким содержанием марганца, конструкция системы литников основана на следующих принципах: должна быть обеспечена равномерная, быстрая и плавная подача расплавленной стали в полость; выгодно контролировать последовательное затвердевание и разумное распределение температурного поля отливки; Избегайте локального перегрева.
Из-за большой высоты отливки. Поэтому используется ступенчатая система ворот. То есть, во-первых, расплавленная сталь подается в полость из нижнего желоба, и когда расплавленная сталь поднимается до высоты, верхний затвор затем вводится в полость. Это позволяет избежать недостатков расплавленной стали, непосредственно воздействующих на дно полости, и выгодно для выхлопных газов и накипи, а также обеспечивает последовательное затвердевание расплавленной стали.
Система ворот расположена снаружи U-образной формы. Литой расположен в нижней части U-образной формы, соединяющей два слоя литников, и бегунок является симметричным. Оба слоя бегунов имеют кольцевое отверстие с тем же направлением, что и отверстие для литья.
Таким образом предотвращается препятствие общей жесткой конструкции и усадке отливки. Нижняя часть нижней направляющей равномерно распределена между шестью внутренними направляющими для достижения цели рассеивания горячей секции и плавного заполнения. Дно верхнего бегунка равномерно распределено с четырьмя внутренними воротами для входа в полость от корня райзера для улучшения подъема райзера. Эффект усадки.
Площадь поперечного сечения компонента заливочной системы
Чтобы гарантировать, что расплавленная сталь впрыскивается в полость снизу вверх, одним из предварительных условий является то, что общая площадь поперечного сечения каждого направляющего элемента должна быть больше, чем площадь поперечного сечения литника, чтобы предотвратить верхний направляющий элемент от преждевременного введения. Расплавленная сталь, но внутренняя направляющая слишком велика, расплавленная сталь легко вдыхает газ и вводит включения, поэтому должна быть применена подходящая система открытой разливки, и отношение площади поперечного сечения компонентов составляет :
∑F 包 ∶∑F 直 ∶∑F 横 ∶∑F 内 = 1∶ (1. 9) ∶2∶ (2. 4)
- ∑F 包 = 15. 9 cm2
- ∑F 直 = 30. 2 cm2
- ∑F 横 = 31. 8 cm2
- ∑F 内 = 3812 см2
Расчет конструкции райзерной системы
Одним из условий получения плотной отливки является то, что время затвердевания стояка должно быть больше времени затвердевания отливки, то есть, чтобы удовлетворять:
MR ≥1.2 MC
- MR - модуль стояка (см)
- MC - модуль отливки (см)
Разверните схему отливки, чтобы приблизить пластинчатую структуру, взяв среднюю толщину стенки δ = 7.0 см.
MC = 7.0 ÷ 2 = 3.5 см
MR ≥1.2 × 3.5 = 4.2 см
Тепловой модуль изолированного райзера эквивалентен 1.3-1.4, умноженному на нормальный модуль стояка, а тепловой модуль изолированного райзера составляет 3.2 см.
Технические характеристики изолированного райзера: «180 мм × 225 мм, а его стандартная масса - 35 кг. Чтобы облегчить подъем райзера, надстрочный элемент упрощен.





