
O estilo de um Forro do moinho SAG é impulsionado pelo material de construção e construção e também pela aplicação, bem como limitado pela fundição, moldagem e atendimento de restrições. Para moinhos enormes com munhões de entrada largos, com mais de 1.5 m, tipos de equipamentos de manuseio de liner são atualmente de uso comum, e isso também permitiu o desenvolvimento de grandes blocos de liner integrais, considerando até 1.5 ta peça, Figura 1. Isso tem uma grande vantagem para minimizar o tempo de revestimento, pois há menos blocos para manusear. Como exemplo, na fábrica Kalgoorlie Consolidated Gold 2Mines (WA) 36 pés SAG, a variedade de Outer Head Liners foi reduzida de 36 para 18 itens e, com isso, diminuiu o tempo para substituí-los em 9 horas com uma economia de tempo de inatividade de cerca de U $ 25,000 por hora. Neste caso, as áreas dos revestimentos são 3.5 t cada. Para moinhos de tamanho menor, os revestimentos precisam ser tratados, bem como montados manualmente, portanto, blocos menores com barras levantadoras removíveis são normalmente preferidos, Figura 2. Uma lista de verificação dos principais tipos de revestimentos é oferecida, com conversas sobre sua aplicação, vantagens e também aspectos negativos:
1. Revestimentos Sólidos - Eles possuem um elevador e revestimento integrados, como mostrado a seguir. Elas possuem menos peças e são mais fáceis de instalar, mas tendem a ter um alto peso de sucata, uma vez que a seção do elevador está desgastada, o desempenho do revestimento diminui e requer troca.
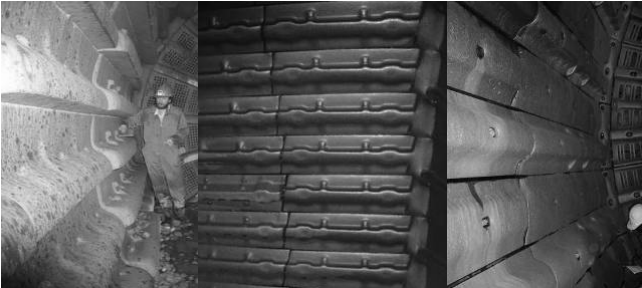
2.Levantador removível - O elevador pode ser trocado em vez do revestimento completo, maximizando assim a vida útil do revestimento e auxiliando em moinhos manualmente recobertos. Mais peças devem ser instaladas e os revestimentos podem se mover durante o rebote e, se não estiverem bem protegidos contra o revestimento de apoio, o levantador pode se deslocar e se soltar, isso é especialmente um problema se os parafusos começarem a se esticar.

3. Forros de grade .Um sistema que parece ser exclusivo para a África do Sul, são os revestimentos de grade embolsados, onde o meio de moagem se embala na estrutura da grade e faz parte integrante do revestimento, Figura 3. Freqüentemente, os revestimentos têm um perfil plano, adequado para o alto velocidades (85% a 90% do crítico) em que a maioria das fábricas mais antigas opera. Esses revestimentos demonstraram ser economicamente imbatíveis para minérios altamente abrasivos em moinhos de pequeno a médio porte. Eles são leves e fazem uso da dureza do meio de moagem para fornecer um material de desgaste eficaz. Eles precisam ser fabricados em aço manganês para calçar as esferas de aço, mas o aço manganês se espalha com o impacto e pode dificultar a remoção. Há também o aspecto de segurança a ser considerado, do risco de as bolas se soltarem quando o moinho for inserido para inspeção ou revestimento. Os revestimentos exigem uma lavagem completa com mangueira para evitar isso.
4.Forros cunhados - Estes eram comuns na primeira metade do século passado, mas são perigosos para instalar e não são mais usados. O que é usado agora é blocos de revestimento encravados por barras de elevação aparafusadas, o que permite fundições simples dos blocos de revestimento.
5. Blocos de onda integral - Estes são comumente usados em moinhos de bolas, e o perfil dos revestimentos tornou-se suficientemente sofisticado para permitir que o perfil do revestimento seja mantido à medida que o revestimento se desgasta.
6. Forros perfilados unidirecionais - O elevador tem diferentes perfis de avanço e de fuga, Figura O perfil pode ser melhor personalizado para adequar-se à velocidade e ao enchimento do moinho e, portanto, otimizar o desempenho, além de permitir mais material no elevador para uma determinada largura de base. direção.
7. Forro do moinho de bolas de onda dupla alta-baixas - Estes são um refinamento do revestimento de ondas, Figura 5. Isso foi aplicado à mina de ouro de Cadia Hill através da avaliação do perfil de desgaste existente e da taxa de desgaste, e proporcionou um perfil de desgaste mais consistente ao longo da vida útil dos revestimentos. O ângulo correto da face da onda precisa ser calculado e aplicado, pois um ângulo incorreto pode levar à segregação da esfera e à perda de moagem.
Uma indicação de nossa capacidade limitada de 'projetar' perfis de revestimento com precisão é que poucos revestimentos são ideais na instalação original ou no conjunto de pós-comissionamento, e é imperativo que o usuário busque vigorosamente a melhoria do projeto para obter o máximo fora dos forros. Uma indicação de nossa capacidade limitada de 'projetar' perfis de revestimento com precisão é que poucos revestimentos são ideais na instalação original ou no conjunto de pós-comissionamento, e é imperativo que o usuário busque vigorosamente a melhoria do projeto para obter o máximo fora dos forros.





