
In base alle caratteristiche strutturali e alla richiesta tecnica della lamiera di acciaio ad alta manganese a forma di U, l'articolo discute il design tecnologico del cast della piastra a ganasce a forma di U. Introduce principalmente il metodo utilizzando il modulo per definire gli standard di un montante e discute il controllo della dimensione del primo bordo e la prevenzione del crackle colato utilizzando la tecnologia del sistema di colatura a scala, a cerchio e aperto su corridore e dispersore interno, può garantire la qualità intrinseca del casting.
Le piastre mascellari sono le principali parti di frantoio a mascelle nel macchinario. La piastra a mascella a forma di U è la parte del frantoio a cono PYB 1650, i disegni di dettaglio, si prega di controllare qui sotto:
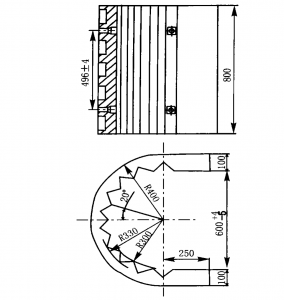
Disegno della struttura della piastra a forma di U.
Dimensioni: 800 mm × 650 mm × 800 mm, spessore: 70 mm, peso: 850 kg
Processabilità di colata
Il tasso di restringimento di solidificazione dell'acciaio ad alta manganese è di circa 615%, e lo spessore delle pareti dei getti è grande e la tendenza delle cavità di restringimento è grande; il restringimento della linea libera è 214% ~ 310%, la conduttività termica è scarsa, lo stress termico e lo stress da contrazione sono grandi e i getti vengono solidificati e raffreddati. Il processo è spesso rotto a causa del restringimento. Il fondo a forma di U è il sito di concentrazione dello stress in cui la fessura tende ad essere la più grande. Il corpo di colata ha una struttura a forma di U, e la dimensione dell'estremità aperta è facilmente superata dalla deviazione del getto a causa della deformazione da ritiro del getto.
Schema della tecnologia di fonderia
In base ai requisiti tecnici e all'analisi di processo dei getti, il piano del processo di colata viene selezionato come segue: la superficie del dente, l'installazione e la superficie di montaggio sono tutti posizionati sul lato. La soluzione non solo garantisce la qualità della fusione, ma garantisce anche la qualità della superficie di montaggio, realizza il principio della solidificazione sequenziale ed è vantaggiosa per ottenere getti densi e sonori.
Al fine di garantire la qualità dei pezzi fusi e, allo stesso tempo, tenendo conto della praticità di funzionamento, vengono stabilite due superfici di separazione, ovvero le scatole superiore, centrale e inferiore sono divise. La scatola superiore è la colonna montante e la parte superiore della porta, la scatola centrale è la parte della cavità di colata e la scatola inferiore è la parte centrale e la parte inferiore della porta. Le scatole superiore e inferiore sono ordinarie a forma di scatola di sabbia e la scatola centrale è di forma centrale. Al fine di garantire l'accuratezza dimensionale dei getti, viene utilizzata sabbia indurente autoindurente con esteri organici e la superficie della cavità viene spazzolata con un rivestimento in magnesia a base di alcool.
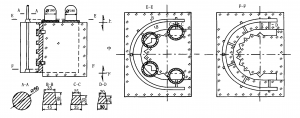
Schema della tecnologia di fonderia
Calcolo del design del sistema di gating
Secondo l'analisi di processabilità dei getti e le caratteristiche prestazionali della colata di acciaio ad alto contenuto di manganese, il progetto del sistema di gating segue i seguenti principi: l'acciaio fuso deve essere garantito per entrare uniformemente, rapidamente e senza intoppi nella cavità; è vantaggioso controllare la solidificazione sequenziale e la ragionevole distribuzione del campo di temperatura del getto; evitare il surriscaldamento locale.
A causa dell'alta altezza del getto. Pertanto, viene utilizzato un sistema di gating a gradini. Vale a dire, in primo luogo, l'acciaio fuso viene alimentato nella cavità dal canale inferiore, e quando l'acciaio fuso sale ad un'altezza, il cancello superiore viene quindi inserito nella cavità. Evita le carenze dell'acciaio fuso che ha un impatto diretto sul fondo della cavità, è vantaggioso per lo scarico e la schiuma, e assicura anche la solidificazione sequenziale dell'acciaio fuso.
Il sistema di gating è posizionato all'esterno della forma ad U. Il canale di colata si trova nella parte inferiore della forma a U, collegando due strati di canali di colata e il corridore è simmetrico. Entrambi gli strati di guide sono progettati per avere un'apertura anulare con la stessa direzione di apertura dell'apertura di colata.
In tal modo si impedisce che la struttura rigida complessiva e il restringimento del getto vengano ostacolati. Il fondo del canale inferiore è distribuito uniformemente con sei guide interne per raggiungere lo scopo di disperdere la sezione calda e il riempimento regolare. Il fondo del top runner è distribuito uniformemente con quattro porte interne per entrare nella cavità dalla radice del montante per migliorare l'alzata del riser. Effetto di restringimento.
Area della sezione trasversale del componente del sistema di versamento
Per garantire che l'acciaio fuso sia iniettato nella cavità dal basso verso l'alto, uno dei prerequisiti è che l'area della sezione trasversale totale di ciascun canale deve essere maggiore dell'area della sezione trasversale del canale di colata per evitare che il canale superiore dall'essere iniettato prematuramente. L'acciaio fuso, ma il canale interno è troppo grande, l'acciaio fuso è facile da inalare il gas e introdurre le inclusioni, quindi deve essere adottato un sistema di colata aperto adatto e il rapporto tra l'area della sezione trasversale dei componenti è :
ΣF 包 :ΣF 直 :ΣF 横 :ΣF 内 = 1: (1. 9) :2: (2. 4)
- ΣF 包 = 15. 9 cm2
- ΣF 直 = 30. 2 cm2
- ΣF 横 = 31. 8 cm2
- ΣF 内 = 3812 cm2
Calcolo del progetto del sistema di risalita
Una delle condizioni per ottenere un getto denso è che il tempo di solidificazione del riser dovrebbe essere più lungo del tempo di solidificazione del getto, cioè per soddisfare:
MR ≥1.2 MC
- MR è il modulo del riser (cm)
- MC è il modulo della fusione (cm)
Espandi il diagramma di fusione per approssimare la struttura a forma di piastra, prendendo lo spessore medio della parete δ = 7.0 cm
MC = 7.0 ÷ 2 = 3.5 cm
MR ≥1.2 × 3.5 = 4.2 cm
Il modulo termico del riser isolato è equivalente a 1.3 a 1.4 per il normale modulo di riser e il modulo termico del riser isolato è 3.2 cm.
La specifica del montante isolato è «180 mm × 225 mm e la sua massa standard è 35 kg. Per facilitare l'alzarsi del montante, viene adottato il montante easy-cut.





