
En fonction des caractéristiques structurelles et de la demande technique de la plaque en acier à haute teneur en manganèse en forme de U, l 'article traite de la conception technologique de la plaque de mâchoire en forme de U coulé. Il présente principalement la méthode utilisant le module pour définir les normes d’une tête montante et aborde le contrôle de la taille du premier bord ainsi que la prévention de la formation de craquelures à l’aide de la technologie du système de coulée en échelle, de la commande circulaire et ouverte entre coureurs et coureurs intérieurs, garantissant la qualité inhérente de la coulée.
Les plaques de la mâchoire sont les principales pièces concasseur à mâchoires dans les machines. La plaque à mâchoires en forme de U est constituée des parties du concasseur à cône PYB 1650, des dessins détaillés, veuillez vérifier ci-dessous:
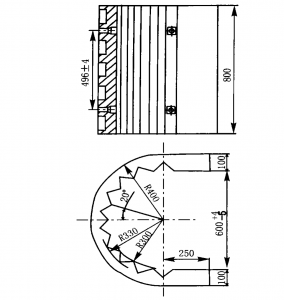
Dessin de la structure de la plaque en U
C'est tailles: 800 mm × 650 mm × 800 mm, épaisseur: 70 mm, poids: 850 kg
Aptitude au moulage
Le taux de retrait de solidification de l'acier à haute teneur en manganèse est d'environ 615, l'épaisseur de paroi des pièces moulées est grande et la tendance des cavités de retrait est grande; le retrait de la ligne libre est 214% ~ 310%, la conductivité thermique est médiocre, les contraintes thermique et de retrait sont importantes et les pièces moulées sont solidifiées et refroidies. Le processus est souvent fissuré à cause du rétrécissement. Le fond en forme de U est le site de concentration de contraintes où la fissure a tendance à être la plus grande. Le corps de coulée a une structure en forme de U et la taille de l'extrémité ouverte est facilement dépassée par la déviation de la coulée due à la déformation de retrait de la coulée.
Schéma de la technologie de fonderie
En fonction des exigences techniques et de l'analyse du processus de coulée, le plan de processus de coulée est sélectionné comme suit: la surface de la dent, l'installation et la surface de montage sont toutes situées sur le côté. La solution garantit non seulement la qualité de la coulée, mais également la qualité de la surface de montage, réalise le principe de solidification séquentielle et est avantageuse pour obtenir des coulées denses et sonores.
Afin de garantir la qualité des pièces moulées et en même temps, en tenant compte de la commodité du fonctionnement, deux surfaces de séparation sont établies, c'est-à-dire que les boîtes supérieure, moyenne et inférieure sont divisées. La boîte supérieure est la colonne montante et la partie grille supérieure, la boîte centrale est la partie cavité de coulée et la boîte inférieure est la tête centrale et la partie grille inférieure. Les boîtes supérieure et inférieure ont la forme d'une boîte à sable ordinaire et la boîte du milieu est une forme centrale. Afin de garantir la précision dimensionnelle des pièces coulées, un sable autodurcissant pour verre soluble trempé à l'ester organique est utilisé, et la surface de la cavité est recouverte d'un revêtement à base de magnésie à base d'alcool.
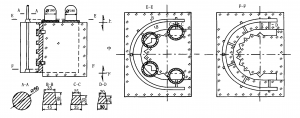
Schéma de la technologie de fonderie
Calcul de conception du système de porte
Selon l'analyse de l'aptitude au traitement des pièces moulées et les caractéristiques de performance de l'acier à haute teneur en manganèse, la conception du système de déclenchement suit les principes suivants: il faut s'assurer que l'acier fondu pénètre dans la cavité de manière uniforme, rapide et lisse; il est avantageux de contrôler la solidification séquentielle et la distribution raisonnable du champ de température de la pièce moulée; éviter la surchauffe locale.
En raison de la hauteur élevée de la coulée. Par conséquent, un système de déclenchement progressif est utilisé. C'est-à-dire que, d'une part, l'acier en fusion est introduit dans la cavité par la glissière inférieure, et lorsque l'acier en fusion s'élève à une hauteur, la porte supérieure est ensuite entrée dans la cavité. Il évite les défauts de l'acier en fusion impactant directement le fond de la cavité, est bénéfique pour les gaz d'échappement et l'écume, et assure également la solidification séquentielle de l'acier en fusion.
Le système de déclenchement est placé à l'extérieur de la forme en U. La carotte est située au bas de la forme en U, reliant deux couches de carottes et le coureur est symétrique. Les deux couches de glissières sont conçues pour avoir une ouverture annulaire avec le même sens d'ouverture que l'ouverture de coulée.
De ce fait, la structure rigide globale et le retrait de la pièce moulée ne sont pas gênés. Le fond de la glissière inférieure est uniformément réparti avec six glissières internes afin de disperser la section chaude et de lisser le remplissage. Le bas de la glissière supérieure est uniformément réparti avec quatre portes intérieures pour pénétrer dans la cavité depuis la racine de la colonne montante afin d'améliorer la montée de la colonne montante. Effet de rétrécissement.
Section transversale des composants du système de coulée
Afin de garantir que l'acier en fusion est injecté dans la cavité de bas en haut, une des conditions préalables est que la surface totale de la section transversale de chaque canal doit être supérieure à la section de la carotte pour empêcher le canal supérieur d'être injecté prématurément. L'acier en fusion, mais le canal intérieur est trop grand, l'acier en fusion est facile à inhaler le gaz et à introduire les inclusions, il est donc nécessaire d'adopter un système de coulée ouverte approprié, et le rapport de la section des composants est égal à :
F F F F 内 = 1∶ (1. 9) 2∶ (2. 4)
- ∑F 包 = 15. 9 cm2
- ∑F 直 = 30. 2 cm2
- ∑F 横 = 31. 8 cm2
- ∑F 内 = 3812 cm2
Calcul de conception du système riser
Une des conditions pour obtenir une coulée dense est que le temps de solidification de la colonne montante soit plus long que le temps de solidification de la coulée, c'est-à-dire pour satisfaire:
MR ≥1.2 MC
- MR est le module de la colonne montante (cm)
- MC est le module de la coulée (cm)
Développez le diagramme de coulée pour approximer la structure en forme de plaque, en prenant l'épaisseur de paroi moyenne δ = 7.0 cm
MC = 7.0 ÷ 2 = 3.5 cm
MR ≥1.2 × 3.5 = 4.2 cm
Le module thermique de la colonne montante isolée équivaut de 1.3 à 1.4 fois le module de colonne montante normal, et le module thermique de la colonne montante isolée est 3.2 cm.
La colonne montante isolée a pour caractéristiques «180 mm × 225 mm et sa masse standard est 35 kg. Afin de faciliter la montée de la colonne montante, la colonne montante facile à couper est adoptée.





