
Les plaques de mâchoire moulées en bimétal avec de l'acier allié à haute teneur en carbone comme couche de travail et de l'acier à faible teneur en carbone comme couche de revêtement ont été introduites. Les échantillons constitués du matériau d'essai ont été trempés de manière isotherme à 260 , 290 et 320 respectivement, puis leur dureté, leur résistance aux chocs, leur résistance à l'usure ont été testées et la microstructure de leur couche de joint a été observée. Les résultats ont montré que l'échantillon trempé isotherme à 290 a les meilleures propriétés mécaniques et la perte de poids minimale de l'usure dynamique de charge ; la couche de joint du matériau d'essai présentait une bonne jonction métallurgique sans phénomène de mélange de flux. Le test de fonctionnement pratique a montré que la durée de vie de la plaque de mâchoire bimétallique a été augmentée de 50% ~ 150% par rapport à la plaque de mâchoire en acier à haute teneur en manganèse.
Le concasseur à mâchoires utilise principalement la plaque à mâchoire mobile pour s'approcher ou quitter périodiquement la plaque à mâchoire fixe, de sorte que le matériau pénétrant dans la chambre de concassage soit comprimé, fendu et plié, et que le minerai soit concassé et clivé sous l'action de la contrainte de cisaillement. Le visage est cassé. Par conséquent, le radeau doit avoir une dureté initiale plus élevée pour résister à l'action de compression et de cisaillement de l'abrasif; et il devrait avoir une ténacité suffisante pour relâcher la contrainte locale près de la fissure par la déformation de la région, ralentissant ainsi la fissure. Former et développer. Pendant longtemps, la plupart des pays nationaux et étrangers ont utilisé de l'acier à haute teneur en manganèse pour fabriquer la dalle. En raison de la faible dureté initiale de l'acier à haute teneur en manganèse, bien qu'il présente les caractéristiques de l'écrouissage, il forme une charrue dans le travail en raison de la bonne déformation plastique de la surface. L'usure prématurée de la bascule échoue et la durée de vie d'une paire de dalles en acier à haute teneur en manganèse est seulement de 200 ~ 300 h.
Notre fonderie a mis au point une dalle de coulée bimétallique en acier allié et en acier au carbone revêtu de revêtement. Le système de coulée et le processus de coulée spéciaux permettent d’assurer l’uniformité et l’intégrité de l’interface composite et de lui conférer une bonne organisation et de bonnes propriétés mécaniques.
Composition design
La composition chimique de la surface de travail est la suivante: w (C) 0.85%, w (Si) 1.2%, w (Mn) 1.75%, w (Cr) 3.50%, la surface non travaillante est en acier à faible teneur en carbone, la structure est bainite + austénite + martensite, et la fraction de volume relative peut être fonction de différentes conditions de travail. Un ajustement approprié est effectué par un processus de traitement thermique.
Il est fondu dans un four à induction à moyenne fréquence 150 kg et 250 kg avec une température de coulée de 1 550 ° C, une coulée en sable humide et une éprouvette en 50 mm × 30 mm × 120 mm sont moulés en même temps que le mâchoire de montage. L'acier à faible teneur en carbone est coulé en premier et après la solidification à l'épaisseur requise pour le processus, l'acier à faible alliage à haute teneur en carbone est rapidement coulé. Afin de garantir une couche de liaison complète, différentes vitesses de refroidissement sont utilisées pour contrôler l’état de solidification de la face d’interface du matériau afin de garantir une couche de surface de travail de pleine épaisseur.
La taille de l'éprouvette d'impact est 10 mm × 10 mm × 55 mm sans espaces. Le traitement thermique austénitique adopte un four à résistance de type boîte, la température austénitisante est de 860 ° C et la conservation de la chaleur est de 60 min; la trempe isothermique utilise du nitrate de sodium 50% + du nitrite de sodium, 50%, un four à bain de sel, et les températures de rétention sont respectivement de 260 ° C et 290 ° C. , 320 ° C, maintien pour 30 min.
Résultats de test et analyse
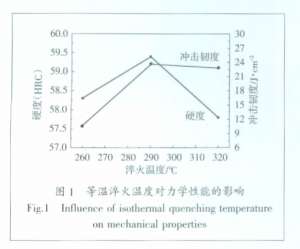
À 260 ° C, en raison de la température de rétention inférieure, la capacité de diffusion du carbone est plus faible, le temps de diffusion requis pour achever la transformation de la bainite est plus long et la distribution du carbone dans l'austénite n'est pas uniforme, et l'austénite riche en carbone stable ne peut pas être formé. Lors du processus de refroidissement subséquent, l'austénite appauvrie en carbone se transforme en martensite, la quantité d'austénite retenue est petite et la latte de ferrite bainitique obtenue est petite, de sorte que la ténacité au choc du matériau est faible.
Lorsque la température de rétention est augmentée à 290 ° C, la capacité de diffusion de C est améliorée, le sous-refroidissement de la transformation de la bainite est réduit et la différence d'énergie libre entre la nouvelle phase et la phase parent est réduite, ce qui est insuffisant pour en provoquer davantage. austénite à transformer. En particulier, il est difficile de transformer l’austénite à haute teneur en carbone avec une grande stabilité; ainsi, le nombre de ferrites bainitiques en faisceaux est réduit, les lattes sont élargies, l’espacement entre les dalles est augmenté et la bainite inférieure est antérieure à la martensite de l’austénite. Les précipitations dans le corps divisent l'austénite en plusieurs parties, de sorte que la martensite formée ultérieurement est confinée dans une plage relativement petite et que la structure en martensite est affinée. Lorsque la fissure se propage à la limite martensite-bainite, la direction change, la résistance à la propagation de la fissure est agrandie et l'énergie consommée est augmentée, augmentant ainsi la ténacité de l'acier.
Toutefois, lorsque la température de rétention continue d’augmenter jusqu’à atteindre 320 ° C, il se forme une fine bainite semblable à une aiguille, mais la distribution tissulaire n’est pas uniforme, ce qui entraîne une diminution de la résistance aux chocs du matériau.
D'autre part, lorsque la température de rétention augmente de 260 ° C à 290 ° C, l'aptitude à obtenir une structure de martensite est affaiblie, la transformation de la bainite est réduite, la vitesse de transformation est accélérée et une plus grande quantité peut être obtenue dans les mêmes conditions. temps. Bainite; dans le même temps, une certaine quantité de structure de martensite existe dans la matrice, le volume de martensite est supérieur à celui de l'austénite et la martensite partiellement transformée divise la nucléation et la croissance de la bainite en formant différentes régions de phase. Relativement faible, la résistance à la déformation de traitement du matériau est relativement grande, la capacité de durcissement au travail est forte et un ajustement de ténacité élevée est facilement obtenu, de sorte que la résistance de la bainite inférieure dans la structure mélangée doit être supérieure à celle de la résistance inférieure pure. bainite. Lorsque le nombre de bainite est trop important, la résistance qui diminue en raison de l'augmentation de la quantité de bainite inférieure neutralise les effets susmentionnés et la tendance à la résistance et à la dureté diminue, et donc à la résistance et au maximum de dureté. Cependant, lorsque la température de trempe est encore augmentée à 320 ° C, la capacité de bainite est accrue et la quantité de martensite obtenue est encore réduite, ce qui entraîne une diminution de la dureté.
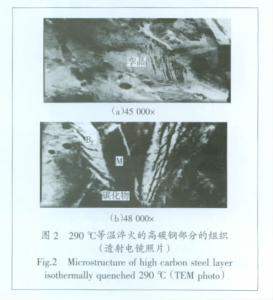
Photographies en microscopie électronique à transmission de l'acier composite à haute teneur en carbone après trempe isothermique à 290 ° C pour 40 min. La microscopie électronique à transmission a montré que la microstructure de l'acier à tester était constituée de dalles de ferrite bainitique et de membranes parasites réparties entre elles et l'îlot MA. Dans l'île MA, non seulement l'austénite conservée, mais également la martensite aciculaire de la sous-structure double sont utilisées pour augmenter la résistance du matériau. Ceci est cohérent avec la dureté plus élevée de l'échantillon après une trempe isothermique à 290 ° C.
Observation microstructurale
Les pièces produites par la méthode de coulée en composite bimétal ont une influence très importante en combinaison avec leur durée de vie. Afin d'obtenir une bonne interface composite entre l'acier à faible teneur en carbone et l'acier allié à forte teneur en carbone, la couche composite doit former une liaison métallurgique efficace. La figure 3 montre la microstructure du joint composite bimétallique. On peut voir que les deux métaux sont bien liés. En raison de la cristallisation de l'acier à faible teneur en carbone lors de la coulée d'acier à forte teneur en carbone, sous l'action de l'acier à haute température, l'acier à faible teneur en carbone n'est qu'une très mince couche de fusion superficielle, qui est une combinaison solide-liquide, donc en cours de solidification Les aciers à faible teneur en carbone et à haute teneur en carbone présentent des traces de liaison évidentes et leur structure d’interface est dense, ce qui confirme que la couche de liaison intermédiaire est une liaison métallurgique efficace et qu’il n’ya pas de phénomène de mélange dans l’interface composite.

La figure 4 montre l'analyse du spectre d'énergie de différentes parties de la surface du joint composite après trempe à 290 ° C pour 40 min. Les figures (a) à (c) vont d'un acier à haute teneur en carbone à un acier à faible teneur en carbone. On peut voir qu'il existe une diffusion atomique dans la formation de la région d'interface et une distribution de gradient dans la région d'interface. En raison de l'effet de diffusion, des éléments tels que C et Cr en acier à haute teneur en carbone diffusent vers le côté concentration basse, de sorte que les concentrations d'éléments tels que C et Cr dans la région de liaison d'interface de la figure 4 diminuent de droite à gauche. Étant donné que la composition de l'acier allié à haute teneur en carbone après moulage diffère considérablement de celle de l'acier à faible teneur en carbone, les deux matériaux subissent une diffusion et une pénétration à courte distance pendant le processus de compoundage. Quand on l'observe en microscopie électronique à balayage, on peut voir que la largeur de la région d'interface est petite, que la région de transition n'a généralement qu'une largeur de quelques dizaines de µm et que sa forme est droite. De l'acier allié à forte teneur en carbone à l'acier à faible teneur en carbone, les changements d'éléments d'alliage sont presque toujours combinés. Complété dans la gamme des dizaines de µm dans la zone. Cela est dû au fait que le procédé de coulée composite bimétallique spécial à deux liquides a été adopté et que le temps de coulée de la deuxième couche d’acier à haute teneur en carbone est fixé au moment où la première couche d’acier à faible teneur en carbone est sensiblement solidifiée et l'acier à haute teneur en carbone est élevé. Il peut non seulement fondre uniformément une petite couche d'acier à faible teneur en carbone, mais également maintenir le liquide de l'acier à faible teneur en carbone à l'état liquide pendant un certain temps, empêchant ainsi l'oxydation de la surface de la couche d'acier au niveau du site de joint bimétallique. haute température. Lorsque la température diminue, la couche mince d'acier à faible teneur en carbone fondue et l'acier à haute teneur en carbone nucléent, cristallisent et se développent séquentiellement à la surface de l'acier à faible teneur en carbone, puis complètent l'ensemble du processus composite.

Effet de la température de rétention sur la résistance à l'usure
Le tableau 1 montre les résultats du test comparatif de l’acier d’essai et de l’acier à haute teneur en manganèse. Après la même durée d’usure, la température de trempe de l’acier avec une température de trempe constante de 290 ° C est la plus faible. Lorsque la température de suspension augmente, l'usure de l'acier diminue d'abord, puis augmente, et la perte de chaleur de l'acier à tester après traitement thermique est la moitié de celle de l'acier à haute teneur en manganèse.
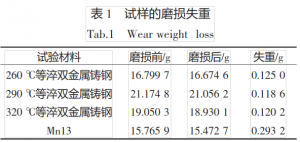
Lorsque la température de rétention est 260 ° C, le matériau a une dureté élevée, mais la ténacité est relativement faible. Par conséquent, un grand nombre de fissures de fatigue se produiront sous l'action répétée de la force externe de la surface du matériau, entraînant le détachement du matériau; lorsque la température de rétention est 290 ° C, le matériau présente de bonnes propriétés structurelles et mécaniques. Par conséquent, il peut résister à la coupe des grains abrasifs de sable de quartz pendant l'usure et peut réduire le pelage du métal de surface et présenter une meilleure résistance à l'usure. L'acier avec une température de 320 ° C a une bonne ténacité du plastique et une dureté élevée, et les carbures dispersés ont une dureté plus élevée. Il peut être supporté dans la matrice et peut gêner la pénétration ou la coupe des grains abrasifs. Par conséquent, lorsque les particules de sable de quartz interagissent avec le métal de base au cours du processus d’usure, l’effet de labour n’est pas évident et la perte de matière est donc relativement faible.
Test d'installation
L’essai d’installation du radier de coulée en composite bimétallique a été effectué sur un concasseur PE-750 × 1060, qui présentait une résistance à l’usure élevée dans différents matériaux abrasifs par rapport à des matériaux similaires en acier au carbone à haute teneur en manganèse. La durée de vie du produit est augmentée de 50% ~ 150%.





