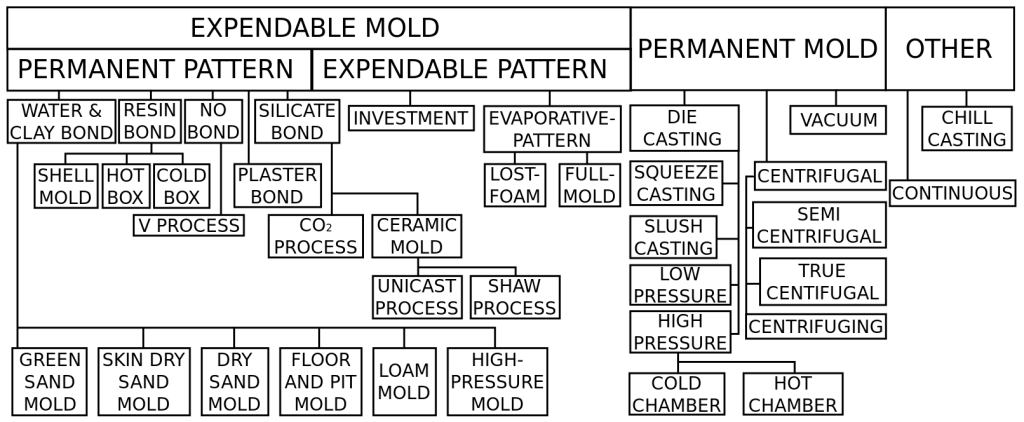
El proceso de fundición gastable también se llama como proceso de fundición de espuma perdida, que se adapta a acero fundido, hierro fundido, aluminio fundido y otros piezas de fundición de metaly piezas de fundición grandes, medianas y pequeñas de diferentes estructuras y una variedad de materiales.
Las placas de mandíbula de la trituradora son las piezas principales de desgaste de la trituradora de mandíbula. Nuestra fundición utiliza el método EPC (Proceso de fundición agotable) para moldear la placa de mandíbula de trituradora de alto manganeso.
Condiciones de producción
- Equipos de fundición. Horno de inducción de media frecuencia 250kg, forro de arena de magnesio fundido y bauxita.
- Sistema de vacío. Bomba de vacío de anillo de agua SK-.7, tanque de reserva de presión negativa 1.2m, tubo de succión tipo serpiente.
- Estación de terremotos.
- El material del patrón se seleccionó de una densidad de lámina de poliestireno (EPS) 0.018 g / c y se moldeó a mano.
- Revestimientos Recubrimientos a base de agua con polvo de magnesia como agregado.
- Material de modelado. 40 / 20 propósito arena de sílice artificial.
- El material de la placa de mandíbula es ZGMn13Cr2. La cal y el óxido de hierro en el horno se utilizan para eliminar el fósforo. Para purificar el acero fundido, refinar los granos y mejorar la forma y distribución de las inclusiones, el FeS iRE21 se utiliza para la modificación en el paquete del horno.
- Tamaños de la mandíbula y pesos. Placa de mordaza móvil: 1000mm * 600mm * 75mm, peso: 250kg; Placa de mordaza fija: 820mm * 600mm * 75mm, peso: 225kg
Procesamiento de productos
- Fabricación de patrones. De acuerdo con la estructura y los requisitos de uso de la placa de mordaza trituradora, utilizamos moldeado manual. El método consiste en hacer el modelo con precisión, luego colocar la plantilla en el tablero de espuma, cortarlo con un cable de calentamiento eléctrico y luego ensamblar y unir con látex blanco. Para controlar la precisión del patrón, se hicieron herramientas especiales y herramientas. Después de ensamblar el patrón, se terminó con papel de lija fino. El sistema de fundición está unido con cinta de doble cara.
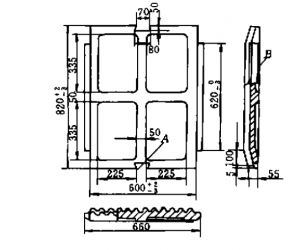
Estructura de la placa de la mandíbula de la trituradora
- Diseño tecnológico. El grosor del revestimiento de la placa de la mordaza de la fascia es 30mm, las piezas de fundición no están maquinadas y la superficie debe ser lisa y plana, especialmente en la superficie de unión B de la trituradora. La planitud no es más que 3mm. No debe haber arena pegajosa en la ranura de cola de milano A. La estructura de la losa pertenece a las piezas de fundición tipo placa. La flotabilidad plana es de hasta 1300k, que es fácil de producir defectos de fundición, como la caja colapsada y la deformación. Al mismo tiempo, la contracción del alambre de acero de alto manganeso es de 2.6% a 3.0%. Se producen agrietamientos y deformaciones, y la conductividad térmica es pobre, y no se requiere que el alimentador se alimente. Por lo tanto, el esquema de proceso adopta un paso de vertido vertical. Las medidas técnicas adoptadas son: aumentar la sección transversal del bebedero, por un lado, jugando el papel de la simplicidad; por otro lado, formando un sistema cerrado de puertas. La sección transversal del bebedero es 70m m × 70 mm, la sección transversal del ingate es 4Om m × 20ra m, y el interior de F: ∑F 内 = 1 : 0.33. Después de las piezas de fundición producidas, la estructura es compacta y no tiene orificios de contracción. La ranura de cola de milano en A es un ángulo, que es fácil de producir arena pegajosa, que afecta directamente a la instalación de la placa de mordaza. Por esta razón, cuando el tipo enterrado se rellena con arena fina de malla 100 / 70 o con pintura de pasta, el efecto es muy bueno. Para reducir el agrietamiento y la deformación, cuando el tipo enterrado se llena con arena, la presión negativa se aplica cuando la losa se solidifica. Cuando el modelo está fuera de la caja, se entierra inmediatamente en la arena seca para su enfriamiento.
- Proceso de aplicación de pintura. El revestimiento utilizado es un revestimiento de pasta a base de agua. Cuando se usa, el agua se agrega a una densidad de 1.45 1.5g / c ~ ns, se agita completamente, se cepilla dos veces en el plano grande de la losa, se cepilla tres veces en el casquillo y el recubrimiento debe ser uniforme. Pícaro y acumulación. El método de secado consiste en colocar un horno de calentamiento de hierro en la sala de secado, y el tubo de escape se enrolla en la sala para facilitar la disipación del calor. Hay un termómetro en la habitación. Al ajustar el amortiguador de hierro, la temperatura en la sala de secado se controla entre 50-55 ~ C, y el tiempo de secado es 46h. Para evitar la deformación del patrón, cuando se seca, el patrón se suspende verticalmente en el bastidor de cuerda hecho a sí mismo.
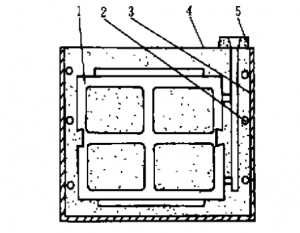
- Proceso enterrado. Un tubo de succión fijo está dispuesto en la pared de la caja de arena, y la caja de succión de la caja de arena y el tanque de presión negativa se conectan mediante una junta rápida para levantar rápidamente la caja de arena. Al enterrar, primero llene la arena en la parte inferior de la caja para asegurarse de que el grosor sea 100 ~ 150nrn, luego coloque el modelo verticalmente en la caja de arena, llene la arena hasta la altura del modelo 1 / 2, después de agitar para 70, continúe llenando la arena hasta la caja llena Luego, el relleno de arena, el movimiento lateral, el control de tiempo es 50 ~ 60s. Cubra la película, coloque la taza de colada y espere a que se vacíe.
- Proceso de vertido. La fundición de EPC, además del revestimiento, es muy importante, la temperatura de vertido, la presión negativa, la velocidad de vertido también es un parámetro importante a controlar. Utilizamos el vertido rápido a baja temperatura y la presión negativa inicial es 0. 04M Pa, el proceso de fundición se mantiene en 0. 03M Pa. Una vez que se completa el vertido, la presión negativa continúa durante 10 minutos, y después de 1 hora, la pieza de fundición se levanta y se entierra inmediatamente en la arena seca para mantener la temperatura fresca y lenta para reducir la deformación. Debido a que el arenero de losa tiene una altura de 100 m m, es conveniente operar y la caja de arena se coloca en el pozo.
Tratamiento térmico tecnológico
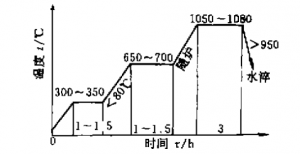
Es bien sabido que los aceros con alto contenido de manganeso deben tener una buena resistencia al desgaste y una alta tenacidad, y deben someterse a un tratamiento de endurecimiento con agua para obtener una estructura única de austenita. En el método de tratamiento térmico, combinamos el tratamiento tradicional en hornos con el enfriamiento directo de agua según la colada. El horno de reverbero de carbón para calentar piezas de fundición se muestra en la figura. Después de que se liberan las piezas fundidas, se introducen inmediatamente en la piscina y se enfrían con agua circulante. Se coloca un neumático blando de desecho en la piscina para evitar daños en el fondo de la piscina o la deformación de la pieza fundida. Este proceso es un proceso tradicional maduro. Durante la operación, el aumento de temperatura por debajo de 700C debe ser lento, de lo contrario, la fundición es fácil de romper. En la práctica, se ha demostrado que la fundición de espuma perdida crea las condiciones para la extinción directa del agua según la colada. Una vez que se abre la caja, la arena de fundición es rara vez, repetimos los intentos, más que los trozos de 30 de losas y revestimientos enfriados con agua, el efecto es bueno. El enfriamiento directo del agua del as-cast es la clave del éxito. La clave es dominar el tiempo de desempaque y el ángulo del agua que entra en la pieza. Después de la prueba, los minutos 18-20 en agua son más adecuados después del vertido de la balsa, la balsa debe insertarse verticalmente en el agua y el enfriamiento debe reforzarse. La temperatura del agua debe ser inferior a 45C. El tratamiento de la resistencia al agua se puede verificar de acuerdo con las propiedades no magnéticas de la austenita. Si el imán no absorbe la pieza fundida, la microestructura se austeniza o se precipita una pequeña cantidad de carburo. Si el imán absorbe la pieza fundida, debe recalentarse para realizar un tratamiento de endurecimiento con agua.